
Gyvagys összefoglaló szakembereknek
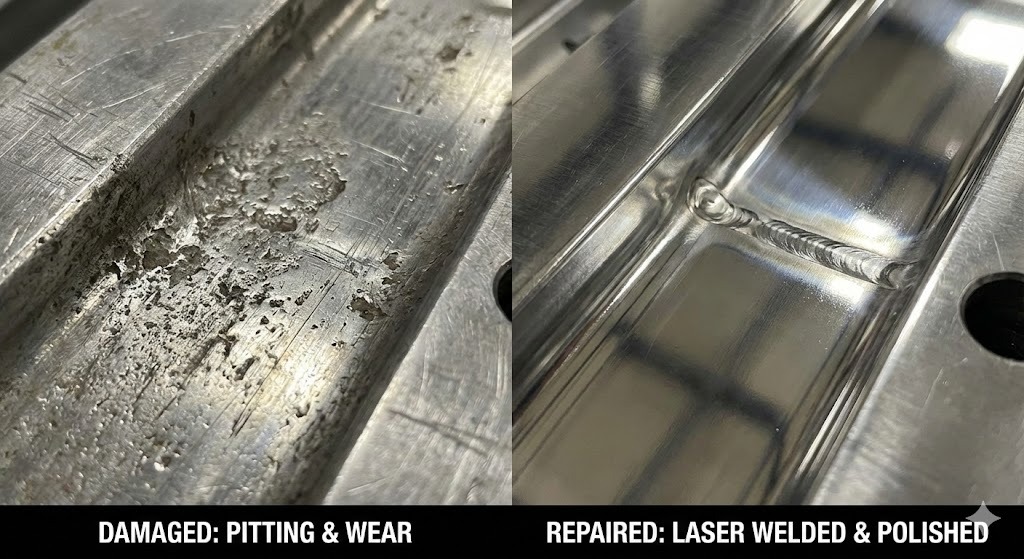
Fröccsöntő szerszámok javítása egy speciális eljárás a sérült szerszámok eredeti mérnöki specifikációinak megfelelő helyreállítására az alkatrészminőség biztosítása és a gyártás leállásának megelőzése érdekében. A leghatékonyabb modern megközelítés ötvöződik precíziós lézerhegesztés —ami minimális hőhatású anyagot ad hozzá — és fejlett felületkezelések (például PVD bevonat vagy kemény krómozás), hogy növelje a fvagyma élettartamát. Ezen technikák alkalmazásával a gyártók akár 70%-kal csökkenthetik az állásidőt a hagyományos AWI-hegesztéshez vagy a teljes szerszámcseréhez képest.
1. Bevezetés a fröccsöntő szerszámok javításába
Miért kritikus a megfelelő penészkarbantartás?
Forma karbantartás a befecskendező egységek ellenőrzésének, tisztításának és javításának rutin gyakorlata a hibák megelőzése érdekében. A nagy sebességű gyártás során még egy mikroszkopikus karcolás is az üreg felületén „felvillanáshoz” (egy alkatrészen túlzott műanyag) vagy szerkezeti gyengeségekhez vezethet. A proaktív javítás biztosítja méretpontosság és több ezer dollárt takarít meg azáltal, hogy elkerüli a teljesen új öntőforma megmunkálásának magas költségeit.
Melyek a fröccsöntés okozta sérülések gyakori okai?
A penészes károk általában négy kategóriába sorolhatók:
- Mechanikai kopás: Üvegtöltésű gyanták koptató súrlódása, amely lekoptatja a kaput és az üreget.
- Korrózió: Kémiai támadások a kigázosodó műanyagok (például a PVC) miatt, amelyek az acél felületét kátyúzzák.
- Emberi hiba: A beragadt alkatrészek eltávolítására használt fémszerszámok által okozott karcolások.
- Termikus fáradtság: A gyártás közbeni állésó fűtési és hűtési ciklusokból eredő feszültségrepedések.
2. A fröccsöntő formák megértése: A műszaki alap
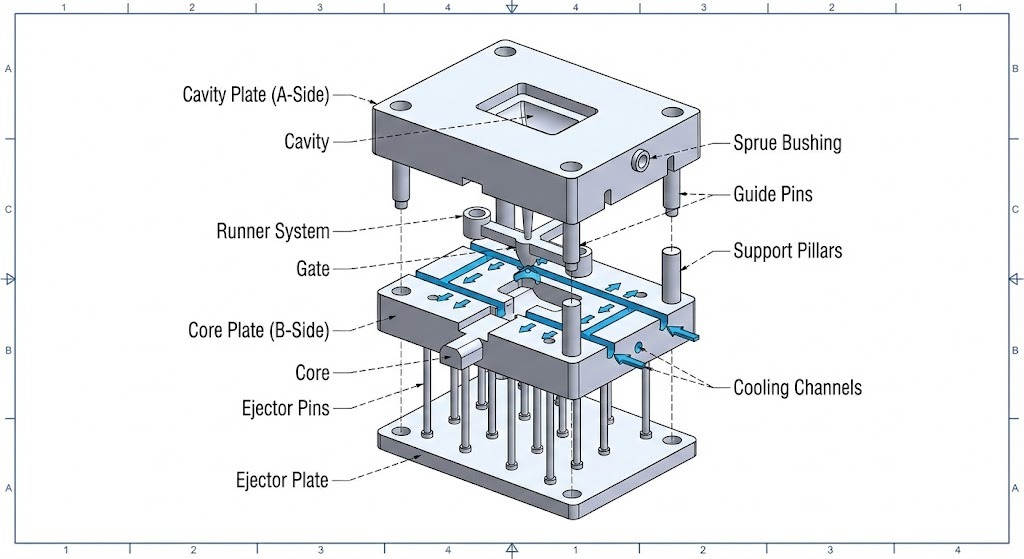
Melyek a fröccsöntő forma alapvető összetevői?
A sikeres javításhoz a technikusnak meg kell határoznia, hogy melyik alkatrész hibásodott meg.
- Az üreg és a mag: Az elsődleges „A” és „B” oldalak, amelyek a műanyag rész alakját alkotják.
- Kidobócsapok: Mechanikai alkatrészek, amelyek kinyomják a kész részt a formából.
- Hűtő csatornák: Belső utak, ahol víz vagy olaj áramlik a hőmérséklet szabályozására.
- Kapu és futórendszer: A „vízvezeték”, amely az olvadt műanyagot az üregbe irányítja.
A fröccsöntő formákban használt általános anyagok
A javítási technika megválasztása nagymértékben függ a penész anyag . A legtöbb nagy termelésű öntőforma ebből készül Szerszámacél , amely olyan elemekkel ötvözött acél, mint a króm vagy a vanádium a keménység növelése érdekében.
1. táblázat: Általános penészanyagok és javítási kompatibilitás
| Anyag típusa | Közös fokozat | Javítási nehézség | A legjobb javítási módszer |
|---|---|---|---|
| P20 acél | Előedzett acél | Alacsony | Lézeres vagy AWI hegesztés |
| H13 Acél | Hot-Work Tool Steel | Közepes | Lézeres hegesztés (előmelegítést igényel) |
| S7 acél | Ütésálló acél | Magas | Precíziós lézeres hegesztés |
| Alumínium | 7075-T6 | Közepes | Speciális lézerhuzal |
Mi a különbség a Hot Runner és a Cold Runner rendszerek között?
- Hot Runner rendszerek: Használjon fűtött elosztókat, hogy a műanyag megolvadjon az öntőformában, csökkentve a hulladékot, de bonyolultabbá téve a javításokat az integrált elektromos alkatrészek miatt.
- Cold Runner rendszerek: Egyszerű csatornák, amelyek megszilárdulnak az résszel; könnyebben javíthatók, de több selejtanyagot eredményeznek.
Műszaki meghatározások
- HAZ (hő által érintett zóna): Az a nem nemesfém terület, amely nem olvadt meg, de a mikroszerkezete megváltozott a hegesztési hő hatására. A lézeres hegesztés elsődleges célja a HAZ minimalizálása.
- Rockwell keménység (HRC): Egy anyag bemélyedési keménységének mérésére használt skála. A legtöbb formaacél 30 és 60 HRC között van.
- Flash: Fröccsöntési hiba, ahol vékony műanyagrétegek szöknek ki a formafelek közé, általában kopott elválásra utalva.
3. Lézeres hegesztés fröccsöntő szerszámok javításához
Mi az a lézeres hegesztés a formajavításban?
Lézeres hegesztés egy nagy pontosságú javítási eljárás, amely koncentrált fénysugarat használ, hogy egy speciális töltőhuzalt ráolvasztjon a forma sérült területére. A hagyományos hegesztéssel ellentétben a lézer olyan szorosan koncentrálja az energiát, hogy erős kohászati kötést hoz létre, szinte torzítás nélkül a környező acélhoz.
Mik a lézeres hegesztés előnyei?
A technikusok számára a lézeres hegesztés az előnyben részesített módszer a nagy értékű szerszámokhoz, mivel:
- Minimális hőhatás zóna (HAZ): A helyi hő megakadályozza, hogy a formaacél meghajoljon vagy elveszítse eredeti keménységét.
- Extrém pontosság: A technikusok akár kisebb sérüléseket is képesek kijavítani 0,05 mm , amely lehetővé teszi a bonyolult textúrák és éles sarkok megmunkálását.
- Összetett geometriák: A lézer érintésmentes jellege lehetővé teszi a mély üregek vagy keskeny bordák belsejében a javításokat, ahol a TIG pisztoly nem tud elérni.
- Csökkentett utófeldolgozás: Mivel a varrat nagyon tiszta, a kézi csiszoláshoz és polírozáshoz szükséges idő több mint egy darabig lecsökken 50% .

3.4. Lézeres hegesztési folyamat: lépésről lépésre
A professzionális javítás eléréséhez a technikusoknak szabványos sorrendet kell követniük:
1. lépés: A forma felületének előkészítése
A tisztaság a legkritikusabb tényező. Minden visszamaradt műanyag, olaj vagy rozsda okozhat porozitás (apró buborékok) a hegesztésben.
- Művelet: Használjon ultrahangos tisztítást vagy speciális oldószereket az összes szennyeződés eltávolításához.
- Ellenőrzés: Vizsgálja meg az a alatti területet 10x mikroszkóp annak biztosítása érdekében, hogy a fém „fényes” legyen és mentes legyen az elszenesedett maradványoktól.
2. lépés: A hegesztési paraméterek és beállítások kiválasztása
A lézerbeállításokat az alapfém és a javítás vastagsága alapján kell beállítani.
- Impulzusenergia (Joule): Szabályozza a hegesztési varrat behatolási mélységét.
- Impulzus időtartama (ms): Meghatározza, mennyi ideig marad bekapcsolva a lézer; vastagabb vezetékekhez hosszabb impulzusokat használnak.
- Frekvencia (Hz): A lézerimpulzusok sebessége.
- Folt mérete (mm): A lézersugár átmérője; között általában beállítva 0,2 mm és 1,5 mm .
3. lépés: Hegesztési technikák végrehajtása
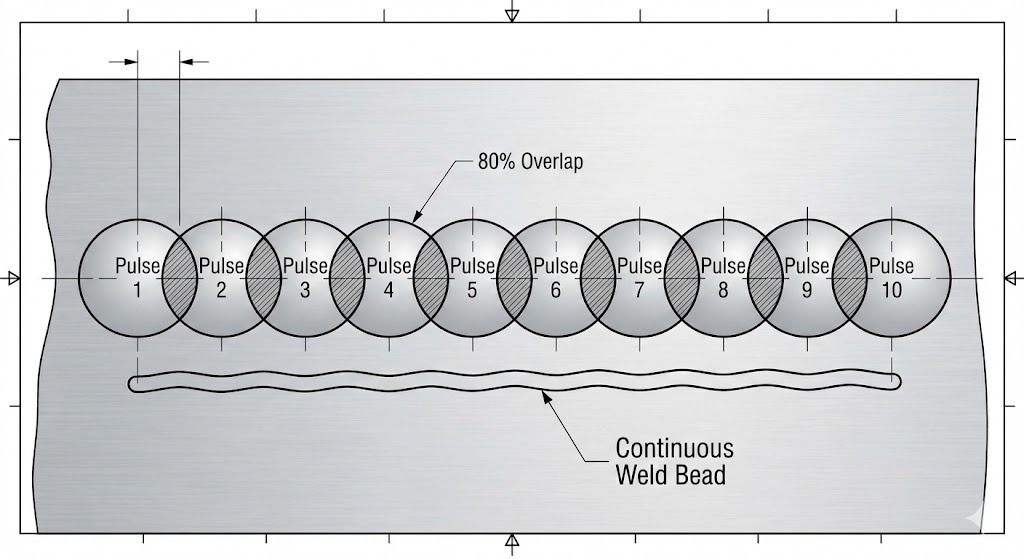
- Impulzus hegesztés: Szabványos javítási módszer. Minden impulzus egy apró „pontot” hoz létre az olvadt fémből.
- Folyamatos/átfedő hegesztés: A technikusok átfedik az egyes „pontokat”. 70-80% varrat nélküli, tömör fémgyöngy létrehozásához.
3.5. Bevált gyakorlatok technikusok számára
- Illessze a töltőhuzalt: Mindig olyan lézerhuzalt használjon, amely megfelel a formaacél kémiájának (például használjon H13-as huzalt a H13-as formához), hogy biztosítsa a polírozás utáni egyenletes keménységet és színt.
- Kezelje a védőgázt: Használja Argon gáz egyenletes áramlási sebességgel, hogy megakadályozza az oxidációt, ami a hegesztési varrat feketévé és törékennyé válik.
- Kerülje a túlépítést: Csak a szükséges minimális mennyiségű anyagot adjon hozzá. A túlzott hegesztés növeli a hőfelhalmozódás és a megmunkálási idő növelésének kockázatát.
3.6. Gyakori problémák és megoldások
| Probléma | Valószínű Oka | Professzionális megoldás |
|---|---|---|
| Alulákínálás | A teljesítmény (feszültség) túl magas | Alacsonyer the pulse energy and increase the spot size. |
| Pórusok/buborékok | Szennyezett felület | Tisztítsa meg újra a területet alkohollal, és ellenőrizze a gázáramlást. |
| Repedés | Magas carbon steel cooling too fast | A formát előmelegítjük 150-200 °C hegesztés előtt. |
| Süllyedő | Nem megfelelő huzaladagolás | Győződjön meg arról, hogy a huzal az olvadékmedence közepébe van tolva. |
Kulcsfontosságú műszaki betekintés: A mikrostruktúra fontossága
Amikor egy lézerimpulzus eléri az acélt, a hűtési sebesség rendkívül magas. Ez létrehozza a martenzites mikrostruktúra a hegesztési területen, ami nagyon kemény, de törékeny lehet. A hosszú távú tartósság biztosítása érdekében a nagy javításokat „feszültségmentesítő” fűtési cikluson kell átesni, hogy stabilizálja a fémszerkezetet.
4. Felületkezelési technikák fröccsöntő formákhoz
Mi a felületkezelés a penészjavításban?
Felületkezelés a speciális anyag vékony rétegének felvitele vagy kémiai változtatás a formaacél külső „héján”. A javítási ciklusban ez az utolsó lépés a hegesztés és polírozás után. Úgy tervezték, hogy helyreállítsa vagy javítsa a forma eredeti teljesítményét, különösen a kopással, korrózióval és súrlódással szembeni ellenállását.
A penészgombák felületkezelésének típusai
4.2.1. Kemény krómozás
Ez egy hagyományos elektrokémiai eljárás, amely során krómréteget visznek fel közvetlenül az acélra.
- A legjobb: A korrozív műanyagok, például a PVC elleni védelem és az alkatrész „kioldásának” javítása.
- Keménység: Jellemzően 65-70 HRC .
4.2.2. Elektromos nikkelezés
A hagyományos bevonattal ellentétben ez elektromos reakció helyett kémiai reakciót alkalmaz, így a mély furatok vagy hűtőcsatornák belsejében is tökéletesen egyenletes vastagságot biztosít.
- A legjobb: Összetett geometriák, ahol az egyenletes vastagság kötelező.
4.2.3. Titán-nitrid (TiN) bevonat
Arany színű PVD (Physical Vapor Deposition) bevonat, amely rendkívül kemény.
- A legjobb: Nagy kopásállóságú környezetek, például üveggel töltött gyantát használó formák.
- Keménység: Akár 80 HRC .
4.3. A felületkezelés előnyei
A megfelelő kezelés alkalmazása három elsődleges technikai előnnyel jár:
- Megnövelt kopásállóság: Megakadályozza a „kimosódást” a kapuknál, ahol nagynyomású műanyag folyik.
- Fokozott korrózióvédelem: Megvédi a drága szerszámacélt a vízgőztől és a savas melléktermék gázoktól.
- Továbbfejlesztett kiadási tulajdonságok: Csökkenti a „ragadást” a műanyag és a fém között, ami gyorsabb ciklusidőt és kevesebb sérült alkatrészt tesz lehetővé.
4.4. Hogyan válasszuk ki a megfelelő kezelést
A választás az öntőforma „hibamódjától” függ:
- Ha a penész karcolódik: Használja TiN vagy DLC (Diamond-Like Carbon) a maximális keménység érdekében.
- Ha a penész rozsdásodik: Használja Elektromos nikkel 100%-os lefedettségért.
- Ha a műanyag ragad: Használja Kemény Chrome vagy szakosodott PTFE-vel infúziós bevonatok .
4.5. Felületkezelési folyamat: lépésről lépésre
1. lépés: A forma előkészítése és tisztítása
A bevonat csak tökéletesen tiszta felülethez tapad.
- Művelet: Végezze el a végső polírozást a kívánt értékig SPI kivitelben (pl. A-2 tükörbevonat).
- Műszaki megjegyzés: A polírozó keverékből visszamaradt bármilyen mikroszkopikus olaj a bevonat leválását (leválását) okozza.
2. lépés: A bevonat felhordása
A formát vákuumkamrába (PVD/CVD-hez) vagy vegyi fürdőbe (bevonatoláshoz) helyezik.
- Pontosság: A bevonatokat általában vastagságban hordják fel 0,002-0,010 mm így nem változtatják meg az alkatrész végső méreteit.
3. lépés: Utókezelési folyamatok
- Művelet: Vizsgálja meg a felületet, hogy nincsenek-e benne „lyukak” vagy egyenetlen vastagság.
- Művelet: Végezze el a végső méretellenőrzést, hogy megbizonyosodjon arról, hogy a bevonat nem tette ki a szerszámot a tűréshatáron kívül.
4.6. Gyakori felületkezelési problémák hibaelhárítása
| Probléma | Valószínű Oka | Professzionális megoldás |
|---|---|---|
| Hámlás/Hámlás | Gyenge felülettisztítás | Távolítsa el a bevonatot, polírozza újra, és használjon ultrahangos tisztítást. |
| A befejezés eltompulása | A bevonat túl vastag | Csökkentse a lerakódási időt; ellenőrizze a mikron vastagságmérőt. |
| Edge Buildup | Magas current density (in plating) | Használja “dummy” cathodes to pull excess current away from sharp corners. |
Technikai meghatározás: PVD vs. CVD
- PVD (fizikai gőzleválasztás): Alacsony hőmérsékletű vákuum eljárás (500°C alatt), amely nem vetemíti meg a formaacélt.
- CVD (kémiai gőzleválasztás): Magas hőmérsékletű eljárás (akár 1000°C), amely erősebb kötést hoz létre, de megkövetelheti a forma utólagos keményítését.
5. Gyakorlati szempontok technikusok számára
Hogyan maradnak biztonságban a technikusok a penészjavítás során?
A biztonság a legfontosabb a nagy energiájú lézerek és a vegyi kezelések kezelésekor.
- Lézeres biztonság: Mindig arra kijelölt helyen dolgozzon 4. osztályú lézeres terület . A technikusoknak hullámhossz-specifikus védőszemüveget kell viselniük, hogy elkerüljék a visszavert sugarak okozta maradandó retinakárosodást.
- Füst elszívás: A hegesztés és a vegyi tisztítás mikroszkopikus fémrészecskéket és illékony szerves vegyületeket (VOC) bocsát ki. Használjon helyi elszívó szellőztetést a levegő minőségének megőrzése érdekében.
- Hővédelem: Még helyi HAZ esetén is jelentős hőt képes megtartani a formaalap. Használjon hőálló kesztyűt az alkatrészek hegesztés utáni kezelésekor.
A sikerhez szükséges felszerelések és eszközök
A professzionális szerszámjavító munkaállomáshoz nem csak egy hegesztőre van szükség. Az alapvető eszközök a következők:
- Sztereó mikroszkóp: Minimum 10-szeres nagyítás a hegesztőmedencék megtekintéséhez.
- Precíziós csiszolók: Nagy sebességű pneumatikus vagy elektromos forgószerszámok a hegesztési varrat „nagyolásához”.
- Mikropolírozó készletek: Gyémánt paszták és kerámia kövek az SPI felületi minőség helyreállításához.
- Digitális mikrométerek: Annak ellenőrzésére, hogy a javítás visszaállította-e az alkatrészt az eredeti tűréshatárra.
Költségelemzés: Formajavítás vs. csere
A technikus egyik legfontosabb feladata, hogy tanácsot adjon a vezetőségnek, hogy a penészt meg kell-e javítani vagy selejtezni.
2. táblázat: Döntési mátrix a javításhoz és a cseréhez
| Tényező | Javítás (lézeres felület) | Teljes csere |
|---|---|---|
| Tipikus költség | Az eredeti szerszámköltség 5-20%-a | A szerszámköltség 100%-a |
| Átfutási idő | 24-72 óra | 8-16 hét |
| Tartósság | Az eredeti élettartam 80-100%-a | 100% (új életciklus) |
| Legjobb For | Helyi sérülések, kapuk, elválasztó vonalak | Katasztrofális keretrepedés, teljes kimosódás |
Esettanulmány: Az állásidő csökkentése az autóipari szerszámok terén
Egy Tier 1 autóipari beszállító „kapu lefagyását” tapasztalta egy 32 üreges öntőforma kopása miatt.
- A probléma: Az elválási vonal felvillanása 15%-os elutasítási arányt okozott.
- A megoldás: Használt technikusok H13 lézerhuzal az elválási vonal újjáépítésére, majd a TiN (titán-nitrid) PVD bevonat.
- Az eredmény: Az öntőforma belül újra gyártásba került 36 óra , és a felületi keménység 52 HRC-ről 82 HRC-re nőtt, megakadályozva a jövőbeni kopást.
6. Fejlett technikák és technológiák
Mik azok a hibrid javítási módszerek?
A hibrid javítás magában foglalja a használatát Lézeres hegesztés szerkezeti helyreállításhoz, majd ezt követi Felületkezelés a funkcionális fejlesztés érdekében.
- Példa: Sérült kilökőcsap furatának hegesztése, majd egy Elektromos nikkel bevonat az egész lemezre. Ez biztosítja a javítás erősségét és a teljes felület védelmét a rozsda ellen.
Automatizálás a formajavításban
Az ipar afelé halad CNC lézeres hegesztés . Ahelyett, hogy egy technikus manuálisan vezetné a vezetéket mikroszkóp alatt, egy robotkar egy előre programozott utat követ. Ez biztosítja a hegesztési varrat vastagságának 100%-os konzisztenciáját, és ideális nagy mennyiségű azonos lapka javításához.
Feltörekvő technológiák: 3D fémnyomtatás (additív gyártás)
Az olyan katasztrofális meghibásodások esetére, amikor egy öntőforma nagy része hiányzik, a technikusok most alkalmazzák Irányított energialerakódás (DED) . Ez a „3D-s nyomtatás” szerszámacélt közvetlenül a meglévő formaalapra nyomtat, amelyet azután CNC-megmunkálással visszaállítanak a végső formára.
7. A kulcsfontosságú pontok összefoglalása
- A pontosság kulcsfontosságú: Lézeres hegesztés is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- Felületi szinergia: Felületkezeléss like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- Proaktív karbantartás: A kopás korai felismerése mikroszkópos vizsgálattal megelőzheti a költséges cserék szükségességét.
A fröccsöntő szerszámok javításának jövője
A műanyag alkatrészek bonyolultabbá válásával és az átfutási idők lerövidülésével az integrációt AI-vezérelt diagnosztika and automatizált lézeres javítás szabványossá válik. A modern „Smart Factory” legértékesebb eszközei azok a technikusok, akik mind a hegesztés kohászati tudományát, mind a felületi bevonatok kémiáját ismerik.
Műszaki hibaelhárítási ellenőrzőlista technikusok számára
- Meg van határozva az acél típusa? (A vezetéket illessze az alapfémhez).
- A felület „fényesen tiszta”? (Nincs olaj vagy maradék).
- A lézerparaméterek be vannak állítva? (Ellenőrizze a Joule-t és a Spot méretet).
- Argon gáz áramlik? (Oxidáció megelőzése).
- A bevonat illeszkedik a gyantához? (pl. Chrome for PVC).
Gyakran Ismételt Kérdések: Fröccsöntő szerszámok javítása
Általában mennyibe kerül a lézeres hegesztés penészjavításhoz?
A költsége lézeres hegesztés formajavításhoz általában tól mozog 200 és 2000 dollár között javítási munkamenetenként, a geometria összetettségétől és a szükséges anyag mennyiségétől függően. Ez jelentős megtakarítást jelent, mivel általában csak költséggel jár 5% és 15% között egy csereforma árából.
Tud-e hegeszteni egy már felületkezelt formát?
Igen ám, de a a felületi bevonatot el kell távolítani először a javítási területen. Olyan bevonatok, mint Kemény Chrome or TiN hegesztés előtt vegyi maratással vagy precíziós csiszolással le kell csupaszítani. Közvetlenül a bevonat fölé hegesztés hatására szennyeződés , ami rideg hegesztéshez és rossz tapadáshoz vezet.
Mi a legjobb felületkezelés a koptató műanyagokhoz?
Üvegszállal vagy ásványi anyagokkal erősített műanyagokhoz, Titán-nitrid (TiN) or Diamond-Like Carbon (DLC) a legjobb felületkezelések. Ezek a PVD bevonatok több mint felületi keménységet biztosítanak 80 HRC , amely hatékonyan ellenáll a csiszológyanták „homokfúvó” hatásának.
Mennyi ideig tart egy tipikus lézeres varratjavítás?
A legtöbb kisebb lézeres hegesztési javítás elvégezhető 2-4 óra , beleértve az előkészítést és a tisztítást. Ha a javítás kiterjedt hegesztés utáni polírozást vagy másodlagos felületkezelést, például PVD bevonatot igényel, a teljes átfutási idő általában 24-72 óra .
A lézeres hegesztés okoz penész deformációt?
nem, a lézeres hegesztés nem okoz vetemedést helyesen végrehajtva. Mivel a lézer erősen koncentrált sugarat bocsát ki a Minimális hőhatás zóna (HAZ) , a forma nagy része szobahőmérsékleten marad, megőrizve a szerszám szerkezeti integritását és mérettűrését.
Mi a különbség a TIG hegesztés és a formák lézeres hegesztése között?
Az elsődleges különbség az hőbevitel .
- AWI hegesztés magas hőmérsékletű ívet használ, amely nagy HAZ-t hoz létre, ami gyakran megköveteli az egész forma izzítását és újrakeményítését.
- Lézeres hegesztés precíz fénysugarat használ, amely mikroszkopikus olvadékmedencét hoz létre, lehetővé téve a kész, edzett szerszámok javítását a környező anyag befolyásolása nélkül.
Hogyan válasszam ki a megfelelő lézeres hegesztőhuzalt?
Muszáj megfeleljen a kémiai összetételnek a hegesztőhuzalt az alapforma acéljához. Például használja H13 huzal H13 szerszámacélhoz . A nem megfelelő vezeték használata „tanúsorokhoz” vagy „szellemképhez” vezethet a forma polírozása után, ami a végső műanyag részeken hibaként jelenik meg.
Gyors referencia táblázat: Javítási megoldások meghibásodás alapján
| Hiba típusa | Javasolt javítás | Miért? |
|---|---|---|
| Elválasztó vonal Flash | Lézeres hegesztés (P20/H13) | Újraépíti az éles széleket nulla torzítással. |
| PVC savas korrózió | Elektromos nikkel Plating | 100%-os kémiai gátat biztosít minden üregben. |
| Gate Washout | Laser Weld TiN bevonat | Visszaállítja a méreteket és növeli a kopásállóságot. |
| Kidobó tű pontozás | Mikropolírozó DLC | Csökkenti a súrlódást, hogy megakadályozza a csapok beszorulását. |

