
A modern ipari fröccsöntésben – különösen az igényes észak-amerikai autóipari, űrhajózási és orvosi eszközök ellátási láncain belül – a szerkezeti könnyűsúlyozás és az alkatrészek integrációja felé való törekvés a vékonyfalú profilok és az összetett, szálerősítésű polimer mátrixok példátlan támaszkodását váltotta ki. Bár ezek a fejlesztések jelentős anyag- és tömeghatékonyságot eredményeznek, jelentősen megnövelik a kötött és hegesztési vonalakból eredő lokális mechanikai meghibásodás és kozmetikai selejt kockázatát. Ezek a szerkezeti interfészek távolról sem egyszerű felületi hibák, hanem mély szakadásokat jelentenek a fröccsöntött mátrixon belül, ahol a polimer láncok nem tudnak megfelelően diffundálni. A szűk OEM-határok védelme és a szigorú mechanikai biztonsági előírások betartása érdekében a gyártók többé nem kezelhetik a kötött vonal helyreállítását a préselésnél végzett próba-hiba-beállítások sorozataként. Ehelyett a mérnöki csapatoknak olyan adatvezérelt módszertant kell alkalmazniuk, amely zökkenőmentesen összekapcsolja a mennyiségi műhelyvizsgálatot a fejlett prediktív szimulációval és az optimalizált szerszámelrendezésekkel.
Kötött vonalak észlelése és vizsgálata: áttérés vizuális mérőszámról mennyiségi mérőszámra
A robusztus minőség-ellenőrzési keretrendszer kialakításához a formázási műveleteknek ki kell zárniuk a szubjektív vizuális értékeléseket, és pontos, számszerűsíthető mérőszámokkal kell helyettesíteni azokat. A gyártási területen a hagyományos szemrevételezés gyakran homályos minőségi leírókon keresztül kategorizálja a kötött vonallal kapcsolatos problémákat. A valódi folyamatvezérléshez ezeket a kvalitatív megfigyeléseket digitális, megismételhető változókká kell konvertálni. A felületi morfológiát különböző fizikai rétegekbe kell sorolni: felületes mikrobarázdák, mély tapintható bevágások és eltérő lokalizált elszíneződések. Speciális képalkotási technikák, például alacsony szögű legelő világítás és nagy kontrasztú vetítési képalkotás segítségével a minőségügyi mérnökök feltérképezhetik a felületi eltéréseket. A kozmetikai komponensek esetében spektrofotométereket kell használni az interfészen keresztüli kromatikus eltolódások rögzítésére a szabványos CIELAB színtér használatával, felső küszöbérték megállapításával, például a Delta E_ab 0,5-nél kisebb vagy azzal egyenlő. Ezzel egyidejűleg kontaktfényességmérőkre van szükség a helyi tükörfényesedés-csökkenés számszerűsítéséhez, biztosítva, hogy a hegesztési tartomány megfeleljen a névleges textúrának egy meghatározott tűréshatáron belül.
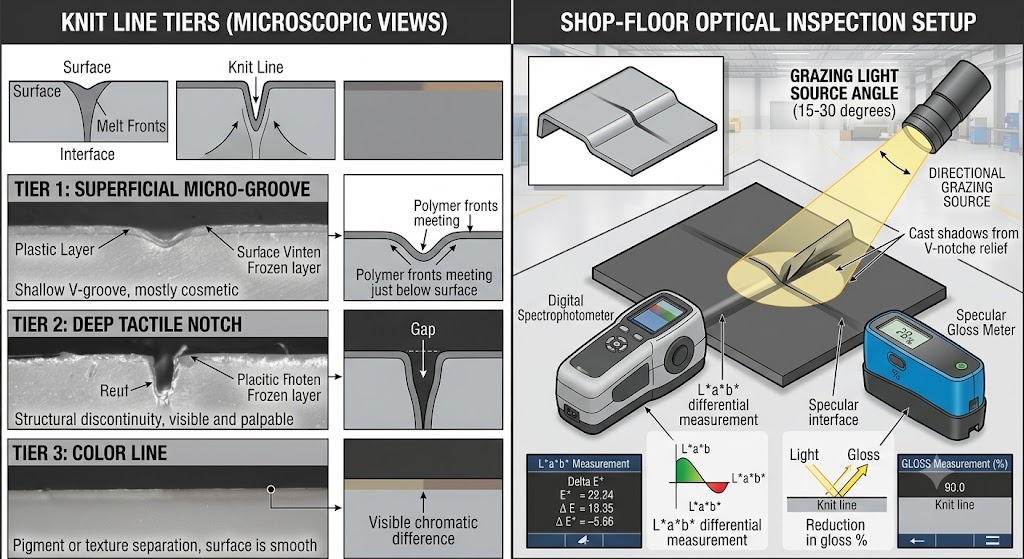
Teherhordó vagy folyadékkritikus műszaki alkatrészek esetében a roncsolásmentes felületi mérések csak a felét teszik ki az érvényesítési protokollnak. A mechanikai integritást szigorú szabványos, roncsolásos vizsgálati eljárásokkal kell megerősíteni. A mérnöki protokolloknak elő kell írniuk, hogy a szakítószilárdságú tesztrudakat (az ASTM D638-nak vagy az ISO 527-nek megfelelő) közvetlenül a gyártási alkatrészekről kell betakarítani, a kötött vonalat pontosan a mérőhossz közepén kell elhelyezni. Ezeknek a mintáknak a mechanikai teljesítményét azután összehasonlítják az azonos alapvonalú próbatestekkel, amelyeket interfész nélkül öntöttek, hogy kiszámítsák a hegesztési vonal szilárdsági tényezőjét (WRF), amelyet a következő egyszerű szöveges egyenlet fejez ki:
Míg az esztétikus fogyasztói ház elviselheti a szilárdság jelentős csökkenését, feltéve, hogy a színeltérés elhanyagolható, a kritikus autóipari motorháztető-alkatrészek vagy orvosi folyadékelosztók gyakran szigorú minőségi küszöbértékeket követelnek meg, és elutasítanak minden olyan tételt, amely 90 vagy 95 százalékos visszatartási érték alá esik. Ha a hegesztési vonal ezen előre meghatározott küszöbértékek alá esik, a minőségügyi mérnököknek azonnali 4 lépésből álló műhelyi ellenőrzési listát kell végrehajtaniuk:
- Kalibrált hőszondák segítségével ellenőrizze az olvadék és a formaüreg tényleges hőmérsékletét.
- Dokumentálja a tapintható mélységprofilt felületi profilométerrel.
- Az alulcsomagoltság ellenőrzéséhez hasonlítsa össze a helyi alkatrészsúlyt a névleges határértékekkel.
- Ha a hiba továbbra is fennáll, vegye ki a mintákat keresztmetszeti metallográfiai metszéshez vagy pásztázó elektronmikroszkópiához (SEM), hogy megvizsgálja, nem szorult-e be mikroszkopikus illékony anyagok, vagy nincs-e lokális száleltolódás a törésfelület mentén.
Kiváltó okok és prediktív szimuláció: A fizika összekapcsolása a megvalósítható betekintésekkel
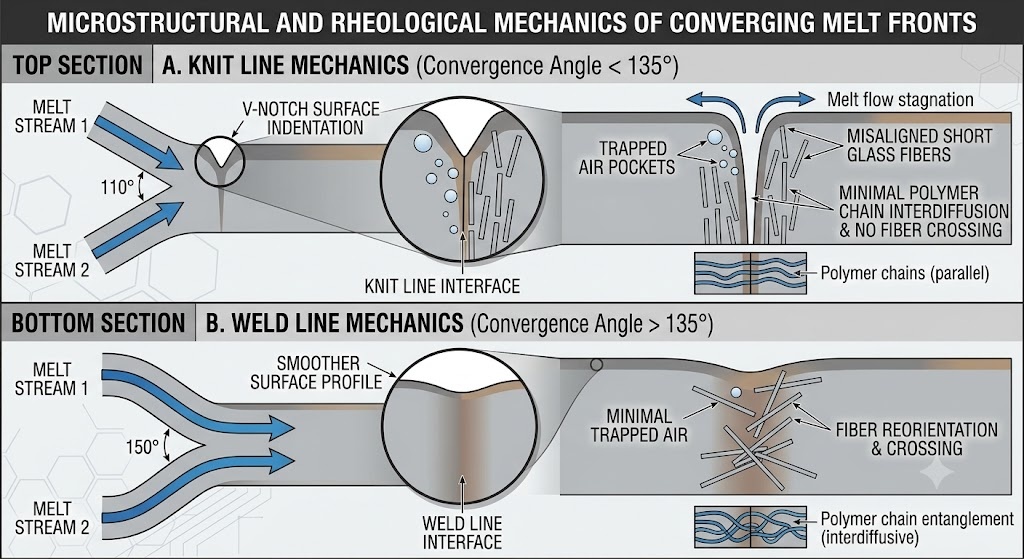
Kötött vonal akkor jön létre, amikor két vagy több különálló polimer olvadékfront találkozik egymással szemben a formaüregben 135 foknál kisebb konvergenciaszögben. Ha a konvergáló szög meghaladja ezt a küszöböt, a határvonal technikailag hegesztési vonalnak minősül, lehetővé téve a párhuzamosan áramló folyamok természetesebb keveredését. Ennek az interfésznek az erősségét és láthatóságát szabályozó mögöttes fizika teljes mértékben az anyag termodinamikai állapotától függ a konvergencia során. Ahogy az olvadék áthalad az üregben, a hidegebb formaacéllal való érintkezés egy fagyott határréteget hoz létre, amely folyamatosan szűkíti az aktív áramlási csatornát. Ha a helyi olvadékhőmérséklet az anyag átmeneti pontjához közel esik, vagy ha a lokalizált befecskendezési nyomás csökken a hosszú áramlási utak miatt, a molekulaláncok nem rendelkeznek a szükséges hőenergia és tömörítő erővel ahhoz, hogy áthaladjanak a határfelületen és interdiffundáljanak. Ezenkívül a megosztott áramlási utak eredendően arra kényszerítik az anizotróp megerősítéseket, mint például a rövid üvegszálakat, hogy párhuzamosan forogjanak a találkozási határvonallal, teljesen kiküszöbölve a mechanikai áthidalást a csomóponton.
Ahelyett, hogy ezeket a fizikai jelenségeket drága próba-hiba módosításokkal kezelnénk a szerszámacél vágása után, fejlett végeselemes CAE-eszközöket (például Autodesk Moldflow, Moldex3D vagy Sigmasoft 3D) kell használni a terméktervezési szakaszban. A mérnököknek túl kell tekinteniük az egyszerű, bináris vizuális diagramokon, és értékelniük kell a kvantitatív elemzési kritériumokat. A legfontosabb szimulációs kimenetek közé tartozik a sebességvektor stagnálási pontjainak nyomon követése, a lokális hőmérsékletesések azonosítása a csomópontban, valamint a numerikus hegesztési vonal intenzitási indexének (VHI) kinyerése. A szerkezeti integritás kiértékelésének egy rendkívül megbízható módszere a kivetített szálorientációs tenzorok leképezése közvetlenül az injektálási szimulációból a későbbi szerkezeti FEA-csomagokba, lehetővé téve a tervezők számára, hogy szimulálják a lokalizált feszültségkoncentrációkat valós mechanikai terhelések mellett. A pontos előrejelzés biztosítása érdekében a szimulációs modelleknek rendkívül finomított 3D hálókat kell használniuk, amelyek legalább 10-12 rétegből állnak, vékony falszakaszokon, valamint ellenőrzött anyagjellemző adatokkal és pontos gépi válaszparaméterekkel kombinálva.
Ahhoz, hogy ezeket a virtuális CAE-diagnosztikát gyakorlati üzemi megoldásokká alakítsák, a mérnöki csapatoknak szabványos diagnosztikai döntési fát kell követniük. Ha egy szimuláció elfogadhatatlan kötött vonalkockázatot jelez, a mérnöknek szisztematikusan ki kell értékelnie és el kell különítenie a változókat ahelyett, hogy véletlenszerűen módosítaná a paramétereket. Először ellenőrizze, hogy a csomópont áthelyezhető-e egy nem kritikus területre a kapuhelyek eltolásával. Ha a geometriai korlátok lehetetlenné teszik a kapu áthelyezését, a következő lépés a helyi hőkezelés értékelése, annak felmérése, hogy a formák változó hőmérsékletének beállítása javíthatja-e a molekuláris kötést. Végül, ha a hőbeállítások nem elegendőek, a mechanikai falvastagságot módosítani kell a helyi áramlási ellenállás csökkentése és a tömítési nyomás növelése érdekében. Ez a strukturált módszer biztosítja, hogy a szerszámok és a folyamatok módosításai szilárd mérnöki elveken alapuljanak, jelentősen csökkentve a fejlesztési ciklusokat, és megelőzve a költséges műszaki változtatási megbízásokat (ECO-k) az indítási ciklus késői szakaszában.
Formatervezési és kapuelhelyezési stratégiák: Az áramlási útvonalak és a termikus elrendezések szabályozása
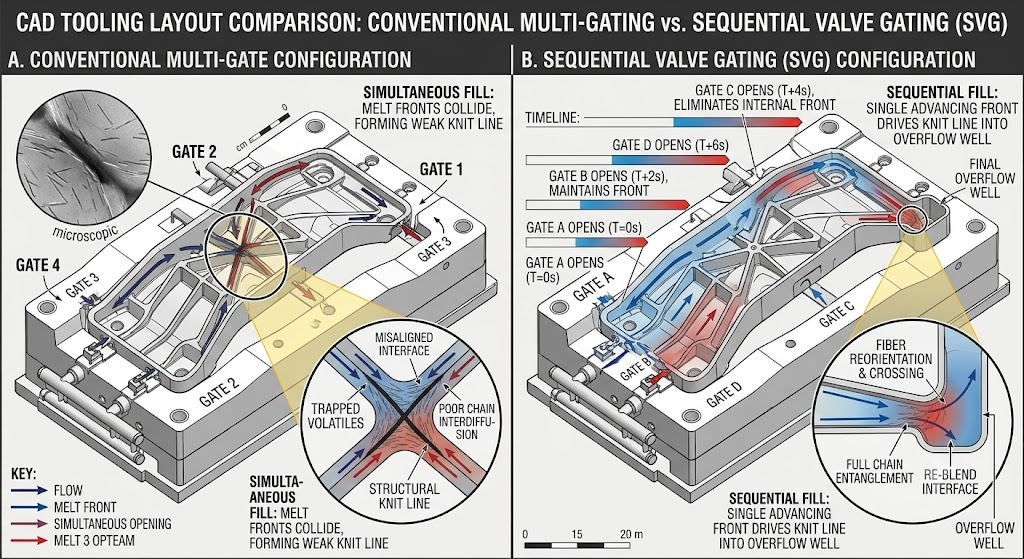
A kötött vonalak megszüntetésének vagy áthelyezésének elsődleges módja a szerszám kapurendszerének stratégiai elhelyezése. A kapu geometriájának megválasztása – akár precíz közvetlen szelepkapukat, szélkapukat vagy ventilátorkapukat használnak – meghatározza a kezdeti kitöltési mintát, és közvetlenül szabályozza, hogy az áramlási frontok hogyan váljanak szét és hogyan kombinálódnak újra a magcsapok vagy belső kivágások körül. Az összetett alkatrészek tervezésekor a mérnököknek pontos szabályokat kell megállapítaniuk az áramlási távolságra és a maximálisan megengedett áramlási hossz-falvastagság arányokra vonatkozóan. Például a vékonyfalú fogyasztói elektronikában gyakran alkalmaznak szekvenciális szelepes kapuzási (SVG) stratégiát. Az elektronikusan vezérelt hidraulikus vagy pneumatikus csapok használatával a szelepajtók pontos, időzített sorrendben történő nyitására a mérnökök teljesen kiküszöbölhetik a belső kötött vonalak kialakulását azáltal, hogy egyetlen, folyamatos olvadékfrontot kényszerítenek az üregen végigsöpörni, és a hegesztési vonalakat a perifériás lobbanási területekre vagy nem szerkezeti élekre tolják el.
A kapu elhelyezésén túl a hőteljesítmény kezelése az öntőacélon belül kritikus fontosságú a kötött vonal minőségének optimalizálása szempontjából. A hagyományos egyenes fúrású hűtővezetékek gyakran a mély magszakaszokat és az összetett sarkokat elszigetelik a hatékony hőhűtéstől, ami lokális forró pontokat vagy súlyos termikus gradienseket eredményez, amelyek gyengítik a kötött vonal határfelületét. A hagyományos vezetékek fejlett konform hűtőcsatornákra cseréje – melyeket közvetlen fémlézeres szinterezéssel (DMLS) gyártanak – lehetővé teszi, hogy a hűtővezetékek pontosan kövessék az alkatrészüreg kontúrjait. Ez biztosítja a rendkívül egyenletes hőelvezetést, és lehetővé teszi a precíz lokalizált gyors hőciklusú formázást (RHCM). Gőzzel vagy magas hőmérsékletű, nyomás alatt álló vízzel a helyi kötött vonal területének gyors felmelegítésére a töltés során, majd hideg vízre váltva a gyors megszilárdulás érdekében a gyártók az üreg felületi hőmérsékletét a gyanta üvegesedési vagy kristályos olvadáspontja felett tudják tartani a kötött vonal kialakulása során. Ez teljesen kiküszöböli a felületi bevágásokat és maximalizálja a polimerlánc összegabalyodását.
| Szerszámozási stratégia | Tipikus szerszámköltség prémium | Ciklusidő hatása | Kötött vonal erősségének javítása | Legjobb alkalmazási illeszkedés |
| Hagyományos gépi hűtés | Alapvonal (0 dollár) | Alapvonal (25-45 másodperc) | Minimális (0-10 százalékos javulás) | Alacsony komplexitású, vastag falú szerkezeti blokkok. |
| Konform hűtőbetét (DMLS) | 15-30 százalék | 15-30 százalékos csökkentés | 15-30 százalékos növekedés | Komplex autókárpitok, többüreges orvosi alkatrészek. |
| Szekvenciális szelepkapuzás (SVG) | 25-40 százalék | Semleges | Teljesen áthelyezi a hibát | Nagy karosszéria panelek, műszerfalak, hosszú burkolatok. |
| Gyors melegítési ciklus (RHCM) | 40-60 százalék | 10-25 százalékos növekedés | 40-70 százalékos növekedés | Magasfényű fogyasztói kijelzők, orvosi optikai házak. |
A speciális szerszámmódosítások végrehajtása előtt a mérnöki csapatoknak szigorú előzetes befektetésarányos megtérülést (ROI) és kockázatértékelést kell végezniük. Míg egy DMLS konform betét vagy egy SVG elosztó hozzáadása több tízezer dollárral növelheti a kezdeti szerszámozási ráfordítást, ezeket a költségeket gondosan mérlegelni kell a hosszú távú működési mutatókkal. A több éven át tartó nagy volumenű autóipari gyártásnál a ciklusidő 20 százalékos csökkenése a selejtmennyiség jelentős csökkentésével együtt könnyen indokolja az előzetes szerszámozási prémiumot. Ezzel szemben a kisebb volumenű orvosi komponensek esetében az alkatrészek falvastagságának módosítása vagy a helyi túlfolyó kutak beépítése – amelyek az áramlási front végén összegyűjtik a hideg csigákat, és a formázás után tisztán megmunkálhatók – költséghatékonyabb alternatívát jelent, amely a szükséges mechanikai specifikációkat a projekt tőkeköltségvetésének túllépése nélkül éri el.
Feldolgozási, anyagok és gyártási kompromisszumok: Paramétermátrixok optimalizálása
Ha a szerszámok módosítását a költségvetés vagy az időbeosztás korlátozza, a mérnököknek szisztematikus folyamatoptimalizálásra és gondos anyagválasztásra kell hagyatkozniuk a kötött vonal teljesítményének kezeléséhez. A nyers polimer molekuláris szerkezete határozza meg reológiai viselkedését az olvadékfront konvergencia során. A töltetlen árugyanták, mint például a polipropilén (PP) vagy az amorf akrilnitril-butadién-sztirol (ABS) könnyen folynak és könnyen kötődnek alacsonyabb relatív energiákon. Azonban a magas hőmérsékletű műszaki műanyagok, mint például a polikarbonát (PC), a poliamid 6/66 (PA6/PA66) és a polifenilén-oxid (PPO) – különösen, ha 30–50 százalékos üvegszállal vagy ásványi módosítókkal vannak töltve – komoly reológiai kihívásokat jelentenek. Ezeknél a fejlett vegyületeknél a paraméterbeállításoknak egy erősen strukturált, "konzervatívtól agresszívig" feldolgozási mátrixot kell követniük, hogy elkerüljék az anyagromlást vagy a ciklusidő meghosszabbítását.
A gyártási padlón a kötött vonal hibáinak szisztematikus megoldása érdekében a technikusoknak tanulmányozniuk kell egy átfogó anyag- és feldolgozási paraméterekre vonatkozó útmutatót. A beállításokat mindig egymás után kell végrehajtani, lehetővé téve, hogy a folyamat minden módosítás után több cikluson keresztül stabilizálódjon, hogy pontosan mérhető legyen az alkatrészminőségre és szerkezeti teljesítményre gyakorolt hatás:
| Gyanta mátrix típus | Javasolt olvadási tartomány (°C) | Javasolt formatartomány (°C) | Elsődleges befecskendezési sebesség beállítási lépés | A kötött vonal várható szilárdságának megtartása (%) |
| Töltetlen polipropilén (PP) | 200-240 | 30-60 | Mérsékelt progresszív (10%-os lépésekben) | 85% - 95% |
| ABS (esztétikai minőség) | 220-260 | 50-80 | Nagy sebességű profil (gyorsan áthaladó kötött zóna) | 80% - 90% |
| Polikarbonát (PC) | 280-320 | 80-110 | Nagy állandó sebesség magas csomaggal | 70% - 85% |
| PA66-GF30 (30% üveggel töltött) | 270-300 | 80-120 | Ultra-High Locity (Maximális nyírási fűtés) | 35% - 55% |
| PPO (módosított / strukturális) | 260-310 | 70-100 | High Velocity, majd azonnali csomagváltás | 50% - 70% |
Ha az optimalizált feldolgozási paraméterek nem tudják teljesen kiküszöbölni a látható kötött vonalat egy rendkívül esztétikus alkatrészen, másodlagos befejező műveletekre lehet szükség. A penész utáni helyreállítási lehetőségek – beleértve a mechanikus csiszolást, az automatizált alapozást és festést, a kémiai gőzpolírozást vagy a lokalizált ultrahangos fúziót – hatékonyan elfedhetik a felületi hibákat, de jelentős termelési kompromisszumokat vezetnek be. Míg egy másodlagos poliuretán bevonat vagy vegyi oldószeres mosás hibátlan, magas fényű felületet állíthat vissza egy amorf fogyasztói házon, ezek a műveletek növelik a darab teljes költségét, további munkaerőt igényelnek, és a kezelési hibák miatt megnövelik a selejt arányát. Ezenkívül a felületkezelés nem javítja ki a mögöttes szerkezeti hibákat. Ha az üvegszálak rosszul illeszkednek a festett felület alatt, az alkatrész mechanikai igénybevétel hatására meghibásodik. Az üzemeltetési vezetőknek gondosan mérlegeniük kell ezeket a befejezési költségeket a fejlett szerszámfejlesztések hosszú távú tőkebefektetésével szemben, és azt az opciót kell kiválasztaniuk, amely a legjobban egyensúlyba hozza a minőséget, a költségeket és az alkatrészek megbízhatóságát.
Fokozza fel szerszámozási és feldolgozási teljesítményét
A kötött vonal hibáinak kiküszöbölése érdekében a prediktív tervezés és a fegyelmezett minőségellenőrzés összehangolása szükséges. Töltse le átfogó, üzlethelyiségünket Kötött vonal hibaelhárítási és szimulációs kalibrálási ellenőrzőlista (PDF) , amely lépésről lépésre tartalmazza a fröccsöntőgép-beállító sablonokat, a cél VHI hálóparamétereket és az ASTM/ISO érvényesítési űrlapokat.
Azonnali mérnöki támogatásra van szüksége egy aktív programhoz? Lépjen kapcsolatba műszaki csapatunkkal még ma, hogy ütemezzen haladó időpontot CAE szimuláció áttekintése és formaelrendezési audit . Észak-amerikai gyártási szakembereink 3-5 munkanapon belül részletes diagnosztikai eljárást biztosítanak.

