
A hőre lágyuló poliuretán (TPU) áthidalja a rést a rugalmas gumik és a merev műanyagok között. A kivételes rugalmasságáról, kopásállóságáról és nagy szakítószilárdságáról ismert TPU a globális ipari gyártásban nagyon népszerű. Ennek az egyedülálló poliuretán elasztomernek a feldolgozása azonban megköveteli a rejtett technikai árnyalatok mély megértését.
Ez az útmutató mérnöki szintű betekintést nyújt a TPU tulajdonságaiba, a feldolgozási paraméterekbe, az öntőszámárama tervezési titkaiba és a hibaelhárítási stratégiákba a gyártósor optimalizálása és a nagy hozamú B2B alkatrészgyártás biztonsága érdekében.
1. Főbb tulajdonságok és a kiválasztási dilemma
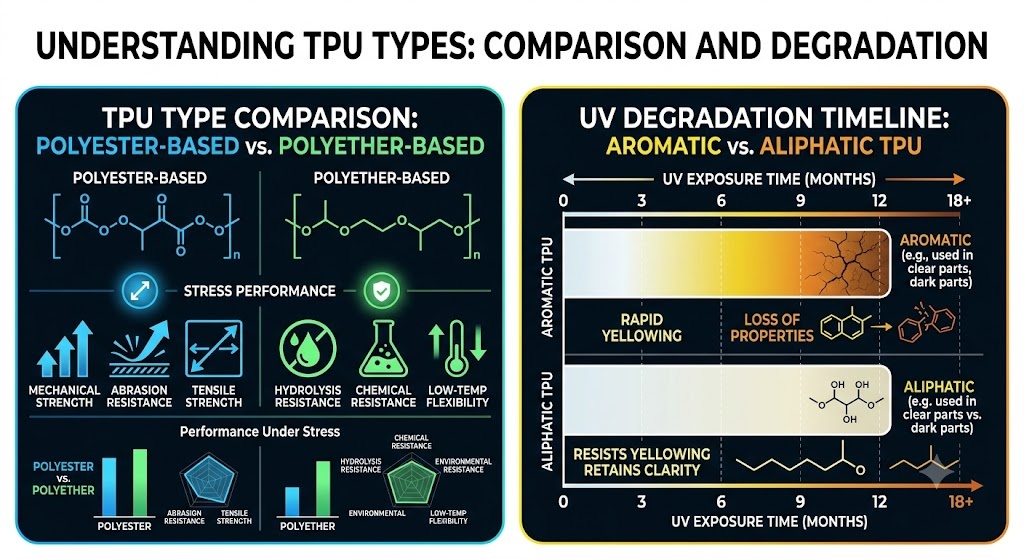
A megfelelő TPU minőség kiválasztásához túl kell nézni az alapvető shore keménységi diagramokon. Az ipari beszerzési és terméktervező csapatoknak először ki kell egyensúlyozniuk az alapvető kémiai eltéréseket: Poliészter alapú TPU versus poliéter alapú TPU .
Poliészter alapú TPU:
- Mechanikai szilárdság: Kiváló szakító- és szakítószilárdság.
- Kopásállóság: Kiváló (Ideális olyan kopásálló alkatrészekhez, mint az ipari bútorgörgők).
- Hidrolízis ellenállás: Gyenge (érzékeny a nedvesség lebomlására).
- Alacsony hőmérsékletű rugalmasság: Jó.
- Mikrobiális rezisztencia: Alacsony.
Poliéter alapú TPU:
- Mechanikai szilárdság: Mérsékelt.
- Kopásállóság: Jó.
- Hidrolízis ellenállás: Kiváló (ideális nedves vagy víz alatti környezethez).
- Alacsony hőmérsékletű rugalmasság: Kiváló (rugalmasságát rendkívül alacsony hőmérsékleten is megőrzi).
- Mikrobiális rezisztencia: Magas.
Pro-Tip: A sárgás rejtett költsége
A szabványos aromás TPU-k olyan molekuláris szerkezetekkel rendelkeznek, amelyek UV-sugárzás hatására lebomlanak, így a tiszta részek csúnya sárgává válnak. Csúcskategóriás fogyasztási cikkekhez, speciális szervokábel-köpenyekhez vagy látható autóbelsőhöz a mérnököknek be kell szerezniük alifás TPU minőségek . Az alifás kémia eredendően ellenáll az UV fénynek, megőrzi az optikai tisztaságot és a színstabilitást a termék meghosszabbított élettartama alatt.
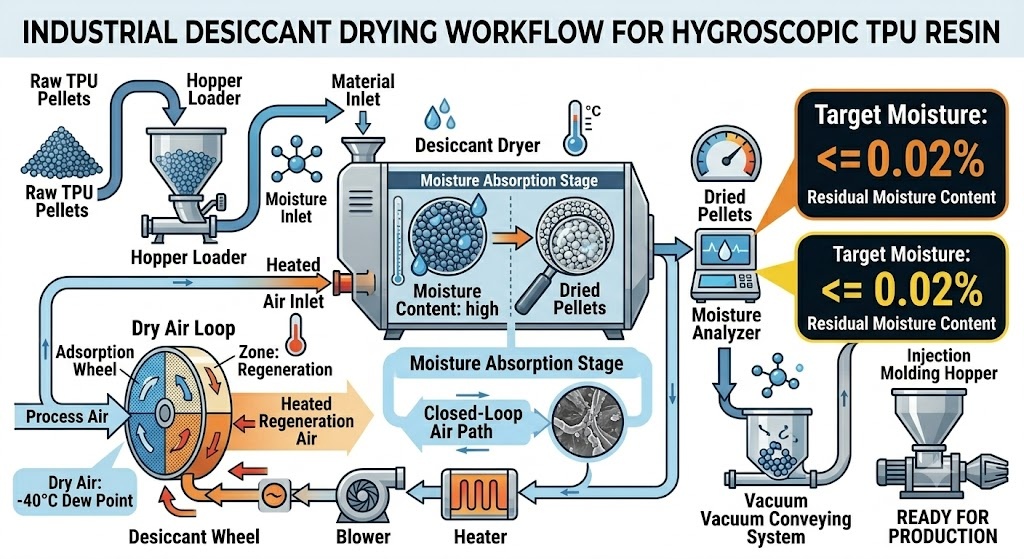
2. Anyag előkészítés: Az alapszárításon túl
Ha egyetlen hibapont van a TPU fröccsöntésben, az a nedvesség. A TPU erősen higroszkópos; aktívan szívja fel a vízgőzt a környezeti levegőből. A nedves gyanta feldolgozása ahhoz vezet visszafordíthatatlan hidrolitikus lebomlás – kémiai reakció, amelyben a víz magas hőmérsékleten felhasítja a poliuretán polimer láncokat, teljesen tönkretéve az anyag mechanikai tulajdonságait.
- A harmatpont mérőszáma: A szabványos meleglevegő-garatok nem elegendőek. Olyan szárítógépet kell használnia, amely képes fenntartani a harmatpontot -40°C vagy alacsonyabb.
- Szárítási paraméterek: Szárítsa meg a szűz gyantát at 80°C és 90°C között for 3-4 óra . A befecskendező hordóba való belépés előtt a megcélzott nedvességtartalomnak szigorúan meg kell lennie 0,02% vagy kevesebb .
Pro-Tip: A 20%-os visszavágási szabály
Míg az ipari költségek csökkentése megköveteli a fúvókák és a futóművek újrafelhasználását, a TPU hőtörténetét szigorúan kezelni kell.
Az aranytörvény: Soha ne keverjen többet, mint 15-20% újraőrlés (újrahasznosított hulladék) szűz gyantával.
Ennek a határnak a túllépése az alkatrész eredeti szakítószilárdságának jelentős csökkenését okozza, és felgyorsítja az esztétikai sárgulást. Ezenkívül az újraőrölt hulladék akár kétszer olyan gyorsan szívja fel a nedvességet, mint az új pellet; azt kell független, szigorú szárítószeres szárításon mennek keresztül, mielőtt a garatba kevernék.
3. Feldolgozási paraméterek: Nyírási hő leküzdése
A TPU termikus profiljának beállítása nemlineáris megközelítést igényel. Mivel a TPU molekulák nagyon érzékenyek a súrlódásra, az anyag magas nyírási érzékenység . Amikor a fröccsöntőgép az olvadt elasztomert szigorú korlátozásokon keresztül kényszeríti, az hatalmas belső súrlódást hoz létre – ún. nyíró fűtés .
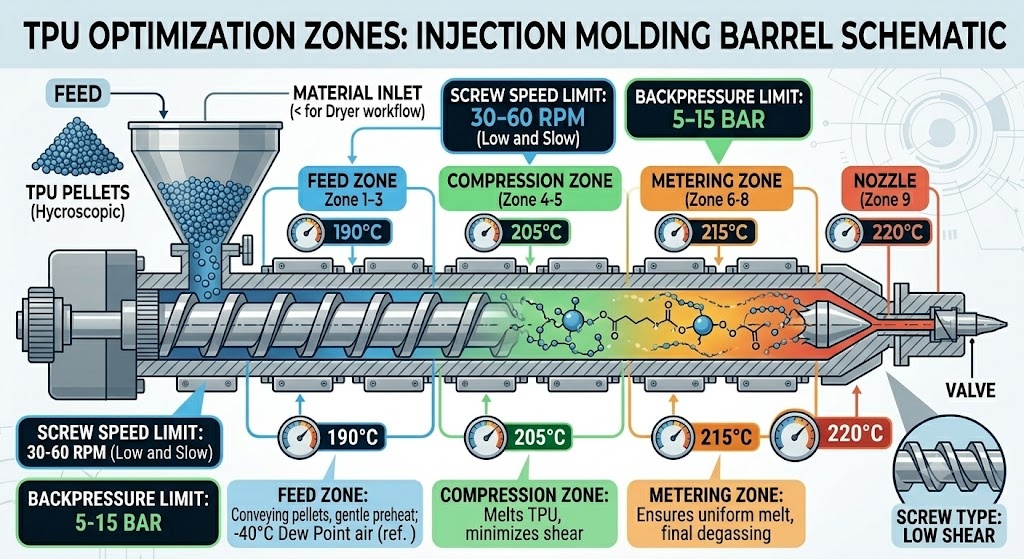
A súrlódási hő túlmelegedésének és az anyag elégetésének elkerülése érdekében hajtsa végre a “Alacsony és lassú” gépi tuning stratégia:
- Olvadási hőmérséklet: Tartson fenn pontos hordóprofilt között 190 °C és 220 °C . 230°C feletti hőmérséklet hőbomlást vált ki.
- Forma hőmérséklet: Tartsa a penész falait 20°C és 40°C között . A hűtőformák felgyorsítják a poliuretán tömbök kristályosodását, lehetővé téve az alkatrész strukturálódását és tisztán kilökődését vetemedés nélkül.
- Csavar és ellennyomás: Állítson be alacsony csavarvonali sebességet ( 30-60 ford./perc ) és minimális ellennyomás ( 5-15 bar ). A nagy ellennyomás szükségtelen nyírófeszültséget kényszerít az elasztomerre, lebontja a polimer láncokat, még mielőtt a műanyag elhagyná a fúvókát.
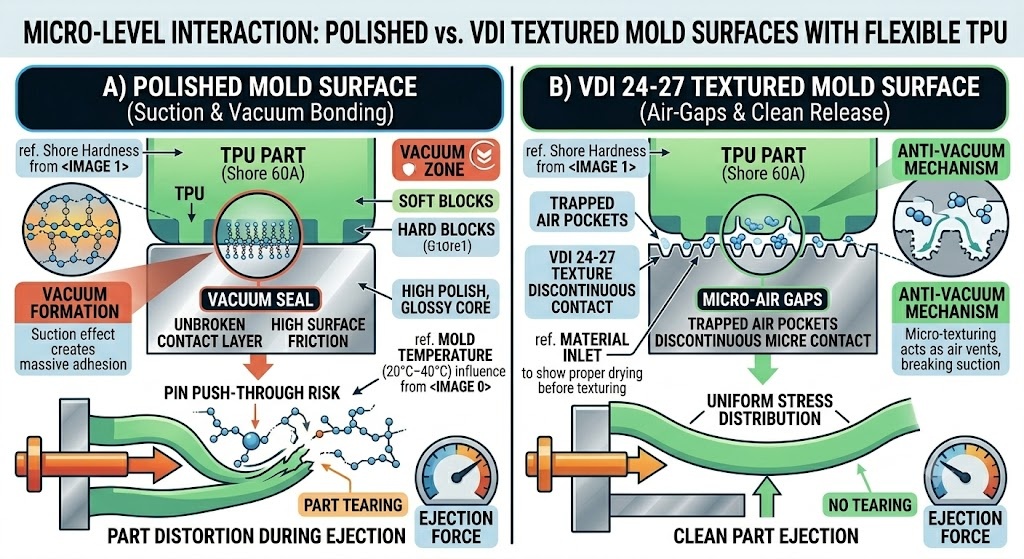
4. A ragadós elasztomerek formatervezési titkai
A merev műanyagokhoz, például az ABS-hez vagy a polipropilénhez használt szabványos formatervezési elvek meghibásodnak, ha rugalmas TPU-ra alkalmazzák. A lágy elasztomerek speciális geometriai és mechanikai ráhagyásokat igényelnek az acélszerszámokon belül.
A vákuumos ragadós rémálom
A puha TPU minőségek (Shore 60A-85A) nagy felületi súrlódást mutatnak. A formanyitás során a sima elasztomer tapadókorongként működik, és vákuumot képez az erősen polírozott, fényes magfelületekkel szemben. Az alkatrész megtapad, deformálódik vagy elszakad a mechanikus kilökődés során.
- A megoldás: Kerülje a fényes tükörfelületeket. Ehelyett adjon meg egy anti-vákuum penész textúra például könnyű gyöngyfúvás vagy kémiai szikraforgácsoló szerkezet ( VDI 24-27 ). Ez a mikrotextúra apró levegőzsebeket zár be az acél és az elasztomer közé, feltöri a vákuumtömítést, és beépített mechanikus leválasztóként szolgál.
Mikroszellőztetési specifikációk
A gyors befecskendezési sebességnek köszönhetően a beszorult gáz könnyen megperzselheti a rugalmas anyagokat. Mivel azonban a TPU könnyen áramlik nyomás alatt, a túlméretezett szellőzőnyílások villogást okoznak.
- A szabály: A megmunkált gázszellőzőknek szigorú mikromélységi határértékkel kell rendelkezniük 0,015 mm és 0,02 mm között . Ez elég keskeny ahhoz, hogy tartalmazza az olvadt elasztomert, miközben lehetővé teszi a sűrített levegő biztonságos távozását.
5. Hibaelhárítás Matrix (Advanced Field Solutions)
Ha a gyárban hibák merülnek fel, a valódi kiváltó ok azonosításához különbséget kell tenni a termikus és a környezeti mutatók között. Használja ezt a helyszíni útmutatót a gyors, célzott hibaelhárításhoz:
-
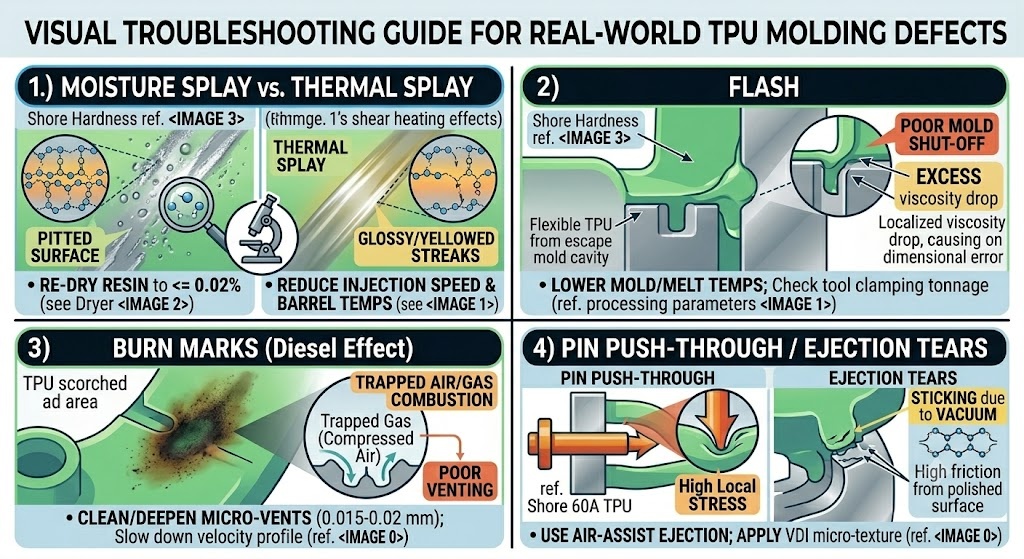
Splay Marks (ezüstös csíkok)
-
Valószínű kiváltó ok: Hidrolitikus vagy termikus lebontás.
-
Speciális mező megoldás: Mikroszkóp teszt: Vizsgálja meg a csíkokat nagyítás alatt. Ha a csíkok érdesek és gödrösek, akkor nedvességfoltról van szó (a száradási idő növelése). Ha a csíkok simák és fényesek, akkor ez a túlzott nyírási hő okozta termikus repedés (csökkentse a befecskendezési sebességet vagy a fúvóka hőmérsékletét).
-
Flash (felesleges anyag a varratoknál)
-
Valószínű kiváltó ok: Túlfecskendezés vagy helyi viszkozitáscsökkenés.
-
Speciális mező megoldás: Csökkentse az olvadék hőmérsékletét a viszkozitás növelése érdekében, vagy csökkentse a tartási nyomásprofilt. Ellenőrizze, hogy a szerszám szorítóereje megfelel-e a kívánt tonnatartalomnak.
-
Égési nyomok (dízel hatás)
-
Valószínű kiváltó ok: Beszorult gázkompresszió a nem szellőző zsebekben.
-
Speciális mező megoldás: Tisztítsa meg és mélyítse el a mikroszellőzőket (max. 0,02 mm). Lassítsa le a befecskendezési sebességprofilt közvetlenül azelőtt, hogy az olvadék belépne a végső töltési zónába.
-
Ragadós részek / Kidobó könnyek
-
Valószínű kiváltó ok: Vákuumos ragasztás vagy idő előtti csomagolás.
-
Speciális mező megoldás: Váltson levegőt segítő kilökőrendszerre (levegőfúvó szelep) a mechanikus csapok mellett. Vigyen fel VDI mikrotextúrát a magra.
6. Jövőbeli trendek: A zöld ellátási lánc beszerzése
Ahogy a globális márkák áttérnek a körkörös gazdaságra, a nemzetközi ESG-követelmények megváltoztatják a B2B beszerzési referenciaértékeket. Az ipari gyártási ökoszisztéma gyorsan halad afelé Bio-alapú TPU és PCR (Post-Consumer Recycled) elasztomerek .
A modern bioalapú TPU-k a hagyományos kőolajból származó poliolokat növényi eredetű alternatívákkal (például kukoricakeményítővel vagy ricinusolajjal) helyettesítik, akár 40%-kal csökkentve a szénlábnyomot.
A feldolgozási ablak valósága
A mérnököknek és a beszerzési ügynököknek meg kell jegyezniük, hogy a bioalapú és újrahasznosított TPU-k jelentős mértékben rendelkeznek keskenyebb feldolgozó ablakok mint a fosszilis tüzelésű anyagok. A biopolimerek nagyobb hőérzékenységet és kisebb nyírástűrést mutatnak. Ahhoz, hogy a műhelyt hozzáigazítsa ezekhez a zöld anyagokhoz, precíz, zárt hurkú vezérlésű fröccsöntőgépekre kell korszerűsíteni, előnyben részesíteni a fejlett szárítóanyag-szárítási beállításokat, és optimalizált szerszámmintázatot kell alkalmazni, hogy versenyképes maradjon a zöld ellátási láncban.

