
Bevezetés
A műanyag fröccsöntésnél az alkatrész felületkezelése sokkal több, mint egy kozmetikai választás. Közvetlenül befolyásolja, hogy a termék hogyan érzi magát a fogyasztó kezében, hogyan verődik vissza a fény a körvonalairól, és ami még kritikusabb, azt, hogy az alkatrész milyen tisztán kilökődik a formaüregből a gyártás során. A nem megfelelő felületválasztás mikrokarcolásokhoz, kozmetikai mosogatónyomokhoz vagy az alkatrészek beszorulásához vezethet a szerszámban, ami drasztikusan megnöveli a selejt arányát.
Ezen felületkezelések szabványosítása érdekében az ellátási láncban a Műanyagipari Társaság (jelenleg egyszerűen PLASTICS néven ismert) létrehozta az SPI felületkezelési osztályozási rendszert. Míg a szövetség frissítette a nevét, a globális szerszámgyártók és gyártómérnökök továbbra is általánosan "SPI-szabványoknak" nevezik ezeket.
E szabványok árnyalatainak – és a különböző polimerek velük való kölcsönhatásának – megértése a kulcsa az esztétikai szándék és a gyártási valóság közötti egyensúly megteremtésének.

A 4 elsődleges SPI-besorolás
Az SPI szabvány a felületeket négy különböző betűminőségbe (A, B, C és D) sorolja be, amelyeket az öntőacél polírozására használt közeg és módszer határozza meg. Az egyes fokozatokon belül az 1-től 3-ig tartó számok jelzik a feldolgozási szintet és az ebből eredő felületi érdesség átlagát (Ra).
A osztály: fényes/fényes felületek (gyémánt fényezés)
Az A osztályú felületek az optikai tisztaság és a magasfényű esztétika csúcsát képviselik. Ezeket a felületeket úgy érik el, hogy gondosan, kézzel polírozzák a formaüreget, fokozatosan finomabb minőségű gyémántporos csiszolópasztákkal.
- SPI A-1: A legmagasabb szabvány, 3-as fokozatú gyémánt csiszolópasztát használva ultrasima felületi érdesség eléréséhez körülbelül 0,012-0,025 mikrométer Ra. Tükörszerű, erősen tükröződő felületet ad.
- SPI A-2: 6-os fokozatú gyémántpasztát használ, ami valamivel magasabb Ra értéket (0,025-0,05 mikrométer) eredményez, de megőrzi a prémium fényességet.
- SPI A-3: 15-ös fokozatú gyémántpasztával polírozva, éles, fényes megjelenést biztosít, de kissé elnézőbb érdességprofilt tesz lehetővé (0,05-0,10 mikrométer Ra).
Gyártási insights:
Az igazi A osztályú felület eléréséhez kiváló minőségű, nagy keménységű formaacélokra van szükség, mint például a NAK80 vagy az S136. A szabványos szerszámacélok mikroszennyeződéseket vagy porozitást tartalmaznak; A-1-es szintre polírozva ezek a szennyeződések „kiszakadnak”, mikroszkopikus gödrök maradnak, amelyek tönkreteszik a felületet.
Ezen túlmenően az A osztályú felületek nagyítóként működnek a belső alkatrészek hibáinál – a borda vagy kiemelkedés mögött minden enyhe térfogati zsugorodás (süllyedésnyom) azonnal látható lesz a fényvisszaverődés hatására.
- Gyakori alkalmazások: Optikai lencsék, átlátszó fénycsövek, arcvédők, tükrök és csúcskategóriás fogyasztói elektronikai házak, ahol prémium zongorafekete vagy kristálytiszta megjelenés szükséges.
B osztály: Félfényes felületek (szemcsés papír)
A B osztályú bevonatokat olyan alkatrészekhez tervezték, amelyek ügyes, professzionális megjelenést igényelnek, anélkül, hogy a tükörbevonat rendkívüli költségeit vagy törékenységét okoznák. Ezeket a felületeket finom szemcséjű csiszolópapírral érik el, amelyet lineáris, egymást átfedő mozdulatokkal visznek fel.
- SPI B-1: 600-as szemcseméretű papírral bevonva kivételesen tiszta, félfényes felületet eredményez, tipikus 0,05-0,10 mikrométer Ra durvasággal.
- SPI B-2: 400-as szemcseméretű papírral polírozva közepesen félfényes megjelenést biztosít (0,10-0,15 mikrométer Ra).
- SPI B-3: 320-as szemcseméretű papírral polírozva, puha szatén fényt adva látható, egyenletes mikrokarcokkal (0,28-0,35 mikrométer Ra).
Gyártási insights:
Mivel a csiszolópapír polírozása irányított, lineáris karcmintát hoz létre a szerszámon, a szerszámkészítőnek a polírozási löketeket a forma nyílásának (kidobási út) irányához kell igazítania. Ha a szemcsevonalak merőlegesen futnak a húzási irányra, az öntött műanyag megragadja a mikrohornyokat, ami kopásnyomokhoz és súlyos kilökési nehézségekhez vezet a gyártás során.
- Gyakori alkalmazások: Fogyasztói készülékek házai, autók belső burkolatai, kézi elektronikus házak és kereskedelmi irodai berendezések.

C osztály: matt felületek (kőfényezés)
A C osztályú felületeket puha, fénytelen, nem tükröződő matt megjelenés jellemzi. A szerszámkészítők ezt a textúrát úgy érik el, hogy profilozó olajköveket (szemcsekő) használnak a formaacél agresszív kisimítására.
- SPI C-1: Finom, 600-as szemcséjű polírkővel érhető el, ami sima matt felületet eredményez (0,35-0,40 mikrométer Ra).
- SPI C-2: 400-as szemcséjű kővel készült, amely határozott matt textúrát hoz létre (0,45-0,55 mikrométer Ra).
- SPI C-3: Durvább, 320-as szemcseméretű kővel készült, eltávolítva az összes szerszámnyomot, hogy durvább, teljesen lapos matt megjelenést kapjon (0,63-0,85 mikrométer Ra).
Gyártási insights:
Ipari alkalmazásokban a C osztályt ritkán választják pusztán egy alkatrész „díszítésére”. Ehelyett ez az iparág „költséghatékonysági” befejezése. A kőpolírozás elsődleges célja a CNC marók vagy EDM elektródák által hátrahagyott durva megmunkálási nyomok (kagylók és hornyok) gyors és gazdaságos eltüntetése. Ez az alapértelmezett befejezés azokhoz az alkatrészekhez, amelyeket a végfelhasználó soha nem fog látni.
- Gyakori alkalmazások: Belső szerkezeti bordák, elektronikus konzolok, autóipari szerkezeti elemek, üzemanyagtartályok és rejtett ipari hardverek.
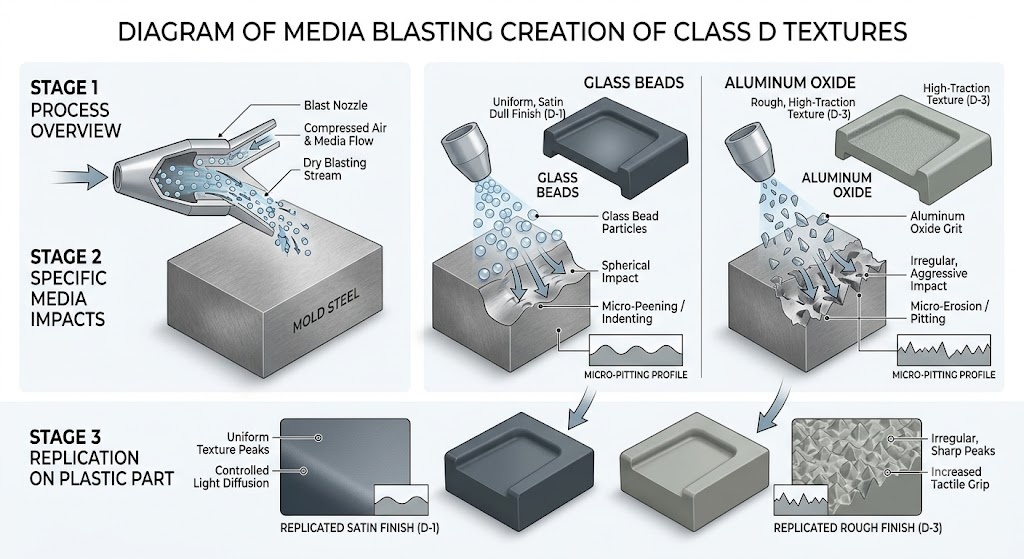
D osztály: Texturált bevonatok (fúvás/homokfúvás)
A D osztályú felületek durva, erősen texturált vagy szatén érzetet biztosítanak. Ez egy „pusztító” textúrázási folyamat, ahol a formaüreget nagy nyomás alatt száraz közegben végzett szemcseszórásnak vetik alá.
- SPI D-1: A formaacél finom üveggyöngyökkel történő befúvatásával készült, ami egyenletes, szaténszerű fénytelen felületet eredményez (0,80-1,10 mikrométer Ra).
- SPI D-2: Közepes minőségű szemcseszórással vagy homokkal fújva durvább, csúszásmentes textúrát eredményez (1,10-1,60 mikrométer Ra).
- SPI D-3: Durva alumínium-oxiddal vagy nehéz homokszemcsékkel fújva rendkívül tapintható, érdes, teljesen lapos felületet eredményez (2,30-3,20 mikrométer Ra).
Gyártási insights:
A D osztályú felületek hihetetlenek a felületi hibák, például hegesztési vonalak vagy kisebb süllyedésnyomok elrejtésében. A mérnököknek azonban meg kell tervezniük a „textúraromlást”. Hosszú gyártási ciklus (pl. több százezer ciklus) során a csiszolóműanyagok, például az üveggel töltött nylon lassan erodálják és „fényesítik” a fúvott formaüreg éles csúcsait. Ennek eredményeként a D-1 textúra idővel fokozatosan félmatt textúrává alakulhat, és a formát ki kell húzni a gyártásból, és újra kell fújni az eredeti specifikáció helyreállításához.
- Gyakori alkalmazások: Nagy teherbírású szerszámfogantyúk, műanyag kormánykerekek, texturált poggyászhéjak, fogyasztói elektronikai fogantyúk és az ujjlenyomatok és karcolások elfedésére tervezett ipari burkolatok.
SPI felületkezelési összehasonlító táblázat
| SPI fokozat | Befejezési mód / Közeg | Tipikus érdesség átlag (Ra – mikrométer) | Tipikus érdesség átlag (Ra – mikrohüvelyk) | Vizuális megjelenés és fényesség szintje | Relatív szerszámköltség-szorzó |
|---|---|---|---|---|---|
| A-1 | 3. fokozatú Diamond Buff | 0,012 és 0,025 között | 0,5-1,0 | Magas tükörfényezésű, erősen tükröződő | 2,5x - 3,0x |
| A-2 | 6. fokozatú Diamond Buff | 0,025-0,05 | 1,0 és 2,0 között | Tükörfényezés, jó fényvisszaverő képesség | 2,0x - 2,5x |
| A-3 | 15. fokozatú Diamond Buff | 0,05-0,10 | 2,0-tól 4,0-ig | Magas fényű, lágy tükröződések | 1,5x - 2,0x |
| B-1 | 600 szemcseméretű papír | 0,05-0,10 | 2,0-tól 4,0-ig | Félfényes, finom lineáris fényű | 1,3x |
| B-2 | 400 szemcseméretű papír | 0,10-0,15 | 4,0 és 6,0 között | Közepes félfényes | 1,2x |
| B-3 | 320-as szemcseméretű papír | 0,28-0,35 | 11,0 és 14,0 között | Puha szatén, enyhe fényű | 1,1x |
| C-1 | 600 szemcseméretű kő | 0,35-0,40 | 14,0 és 16,0 között | Finom matt, nem tükröződő | 1,0x (alapvonal) |
| C-2 | 400 szemcseméretű kő | 0,45-0,55 | 18,0 és 22,0 között | Közepes matt, lapos kivitel | 0,9x |
| C-3 | 320 szemcseméretű kő | 0,63-0,85 | 25,0 és 34,0 között | Durva matt, törli a szerszámnyomokat | 0,8x |
| D-1 | Száraz üveggyöngy robbanás | 0,80-1,10 | 32,0 és 44,0 között | Tompa szatén, finom gyöngyházfényű textúra | 1,2x |
| D-2 | Finom homokfúvás | 1,10-től 1,60-ig | 44,0 és 64,0 között | Tompa textúrájú, teljesen lapos | 1,3x |
| D-3 | Durva homok/oxid robbanás | 2.30-tól 3.20-ig | 90,0 és 130,0 között | Nagyon durva, tapintható markolat textúra | 1,4x |
Főbb tényezők az SPI felületkezelés kiválasztásakor
A felületkezelés kiválasztása kiszámított kompromisszumot igényel az anyagtulajdonságok, a geometria és a költségvetés között. Az alábbiakban felsoroljuk azokat az alapvető tényezőket, amelyek a gyártási döntést (DFM) vezérlik.
Anyagválasztás: Kristályos vs. Amorf polimerek
A műanyag gyanta molekuláris szerkezete közvetlenül meghatározza, hogy milyen jól reprodukálja az öntőforma felületét.
- Amorf polimerek (pl. polikarbonát, ABS, akril/PMMA) véletlenszerű molekuláris elrendezésűek, amelyek tökéletesen illeszkednek a polírozott acélhoz. Kiválóan alkalmasak az A osztályú gyémánt bevonatok felszedésére az abszolút átlátszóság vagy a magas fényesség érdekében.
- Kristályos polimerek (pl. nejlon/PA, polipropilén, polietilén) lehűlésük során strukturált kristályosodáson mennek keresztül, ami nagyobb zsugorodást okoz. Továbbá, ha üvegszálakat (GF) ad hozzá ezekhez az anyagokhoz a szilárdság érdekében, a szálak hajlamosak lebegni a felületen. A 30%-os üveggel töltött nejlon A osztályú bevonat megadása tőkepazarlás – a felület eredendően csíkos és foltos lesz. Ezek az anyagok sokkal jobban teljesítenek a C vagy D osztályú felületeken.
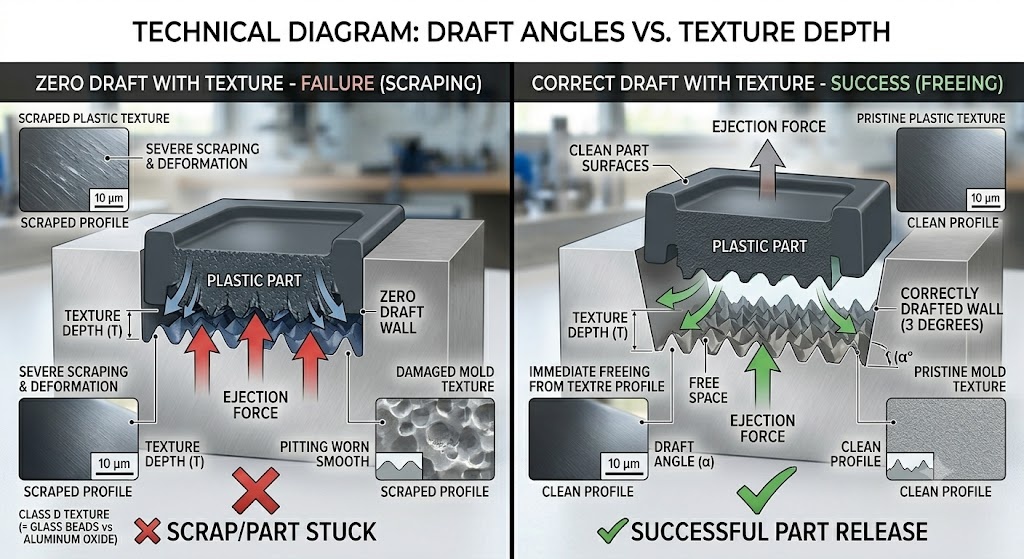
A huzatszögbüntetés
A felületi textúrák mikroszkopikus csúcsokat és völgyeket hoznak létre. Amikor a forma kinyílik, a műanyag résznek tisztán el kell húzódnia. Ha az alkatrész függőleges falai nem rendelkeznek elegendő huzattal (elkeskenyedéssel), a texturált acél fizikailag megkarcolja, elszakítja vagy megjelöli a hűtő műanyagot a kilökődés során.
- Az ipar aranyszabálya: Normál sima felületeknél (A és B osztály) oldalanként 0,5-1,0 fokos minimális huzatszög elfogadható.
- Texturált hüvelykujjszabály: A D osztályú homokfúvott felületeknél hozzávetőleg 1 plusz szöget kell hozzáadni minden 0,025 mm (1 mil vagy 0,001 hüvelyk) textúra mélységhez. Ennek figyelmen kívül hagyása súlyos húzási nyomokat és az alkatrész deformációját eredményezi.
Szerszámköltségek és átfutási idők
Amint az az összehasonlító táblázaton látható, az A osztályú felület jelentősen megnöveli a formagyártási költségeket. Egy szerszám kézi polírozása A-1 felületre napokkal vagy akár hetekkel növelheti a szerszámkészítési időt, mert ezt lépésről lépésre kell elvégezni (például nem lehet 320-as szemcseméretű kőről egyenesen a gyémántpasztára ugrani anélkül, hogy tönkretenné az acélmátrixot). A C osztályú kőbevonatokat messze a leggyorsabban és legolcsóbban lehet előállítani.
Alkatrész funkcionalitás
Vegye figyelembe a végfelhasználói környezetet. A magasfényű A osztályú felületek hírhedt karc mágnesek, és azonnal megjelennek a zsíros ujjlenyomatok. Ha egy terméket napi kezelésre szánnak (például vezérlőt vagy elektronikus markolatot), a D osztályú szatén textúra tapintható súrlódást biztosít, miközben sikeresen elrejti a kopást a termék élettartama alatt.
Hogyan adjunk meg SPI felületeket a műszaki rajzokon
Az egyértelmű kommunikáció megakadályozza a költséges szerszám-újramunkálatokat. A gyártási tervrajzok vagy 2D mérnöki rajzok elkészítésekor alkalmazza az alábbi iparági bevált gyakorlatokat:
- Kerülje az általános feliratokat: Soha ne írja be a „Külső felületek lengyel” kifejezést a rajzjegyzetekbe. Ez a meghatározást teljesen az értelmezésre hagyja. Ehelyett használjon kifejezett feliratokat, például:
A LÁTHATÓ KOZMETIKAI ARCON SPI A-2 FELÜLETFELÜLET. - Textúra határvonalak használata: Ha egyetlen fröccsöntött alkatrész több felülettel is rendelkezik (például A osztályú fényes kiemelő csík a D osztályú texturált házon), húzzon egy tiszta, szaggatott határvonalat a 2D-nyomatára a pontos átmeneti zónák megjelenítéséhez.
- Kereszthivatkozás globális szabványokra: Ha globális ellátási láncokkal foglalkozik, gyártó partnere jobban megszokta az európai VDI 3400-at (amely szikraeróziós skálákon alapul) vagy a szabadalmaztatott textúra-katalógusokat, például a Mold-Tech-et. Adott esetben jegyezze fel az egyenértékű értékeket (például az SPI C-1 nagyjából a VDI 18-21-hez igazodik).
- Fizikai textúrájú plakkok kérése: Mielőtt felhatalmazna egy szerszámkészítőt egy többezer dolláros öntőüreg textúrájára, kérjen egy fizikai mintadarabot, amelyet a sajátjába öntött. pontos választott gyantaanyag. A textúrák jelentősen eltérnek a természetes polipropiléntől, mint a fekete polikarbonáton.
Következtetés
Az SPI felületkezelési szabványok elsajátítása áthidalja az ipari tervezési koncepciók és a valós gyártási teljesítmény közötti szakadékot. Ha megérti, hogy az A osztályú felülethez prémium szerszámacél és hibátlan alkatrészkialakítás szükséges, vagy hogy a D osztályú textúra nagy húzási szögeket igényel, elkerülheti a gyártási szűk keresztmetszetek kialakulását, csökkentheti az alkatrész-visszautasítási arányt, és szabályozhatja szerszámköltségkeretét.
Mindig konzultáljon fröccsöntő partnerével a DFM korai szakaszában, hogy összehangolja az anyagválasztást, a geometriai huzatot és a kívánt SPI-szabványt az acél vágása előtt.

