
Összegzés
Az égésgátló (FR) polimer minőségeket az autóipari, elektronikai, elektromos és építőipari alkalmazásokban határozzák meg, de ezek olyan feldolgozási kihívásokat és szerszámozási kockázatokat jelentenek, amelyeket a szabványos minőségek nem. Az FR adalékok szűkítik a folyamatablakot, növelik az acél korrodáló hatását, befolyásolják a felületi minőséget és bonyolítják az újrahasznosítási folyamatokat. Ez az útmutató részletesen lefedi az UL94 minősítési rendszert, elmagyarázza, hogy az egyes főbb FR kémiák hogyan lépnek kölcsönhatásba a fröccsöntő berendezésekkel és szerszámokkal, valamint gyakorlati előírásokat ad az öntőforma tervezésére és az acél kiválasztására az FR anyagok futtatásakor.
1. Miért számít a lángállóság a fröccsöntésben?
A műanyagok égnek. A legtöbb műszaki hőre lágyuló műanyag – ABS, PP, PA, PC – eredendően éghető, 17–28%-os korlátozó oxigénindexszel (LOI). Azokban az alkalmazásokban, ahol fennáll a gyulladás veszélye – elektromos házak, elektromos járművek akkumulátorházai, fogyasztói elektronika, repülőgépek belső terei, épületpanelek – a módosítatlan polimerek nem felelnek meg a tűzbiztonsági előírásoknak.
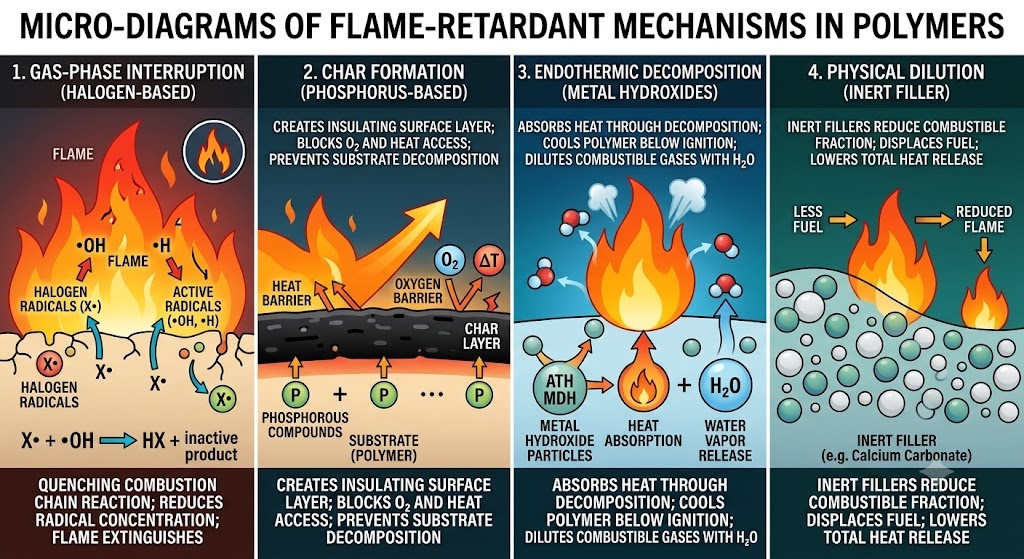
Az égésgátlók ezt egy vagy több mechanizmussal kezelik:
- A gázfázis megszakítása — Az FR gyökök kioltják az égési láncreakciót a lángzónában (halogén alapú rendszerek)
- Char képződés — Az FR kémia elősegíti a széntartalmú felületi réteg kialakítását, amely elszigeteli az aljzatot a lángtól (foszfor alapú, duzzadó rendszerek)
- Endoterm bomlás — Az FR adalék a bomlás során elnyeli a hőt, lehűti az aljzatot gyulladási hőmérséklet alá (fém-hidroxidok: ATH, MDH)
- Fizikai hígítás — az inert töltőanyag csökkenti a vegyület éghető frakcióját
A fröccsöntővel szembeni kihívás az, hogy ezeket a mechanizmusokat hő aktiválja – ugyanaz az inger, amely a fröccsöntési folyamatot hajtja végre. Azok az FR adalékok, amelyek termikusan elég stabilak ahhoz, hogy túléljék a hordót, de elég reakcióképesek ahhoz, hogy tűz esetén is működjenek, szűk mérnöki ablakot képviselnek, amely közvetlen következményekkel jár a feldolgozásra és a szerszámozásra.
2. Az UL94 minősítési rendszer: Mit jelentenek valójában az osztályozások
Az UL94 (Eszközök és készülékek alkatrészeinek műanyagok gyúlékonysági vizsgálatainak szabványa) az elsődleges globális referencia a műanyag gyúlékonysági osztályozására vonatkozóan. A helyes specifikációhoz elengedhetetlen annak megértése, hogy az egyes minősítések mit követelnek – és mit nem.
2.1 A vizsgálati módszer áttekintése
Az UL94 teszteket öntött mintákon végzik, nem nyersanyagon. A minta geometriája számít: a szabvány vastagsági kategóriákat határoz meg (általában 0,8 mm, 1,6 mm, 3,2 mm), a besorolások pedig vastagságfüggőek. A V-0 besorolású anyag 3,2 mm-nél csak 0,8 mm-nél érheti el a V-2-t.
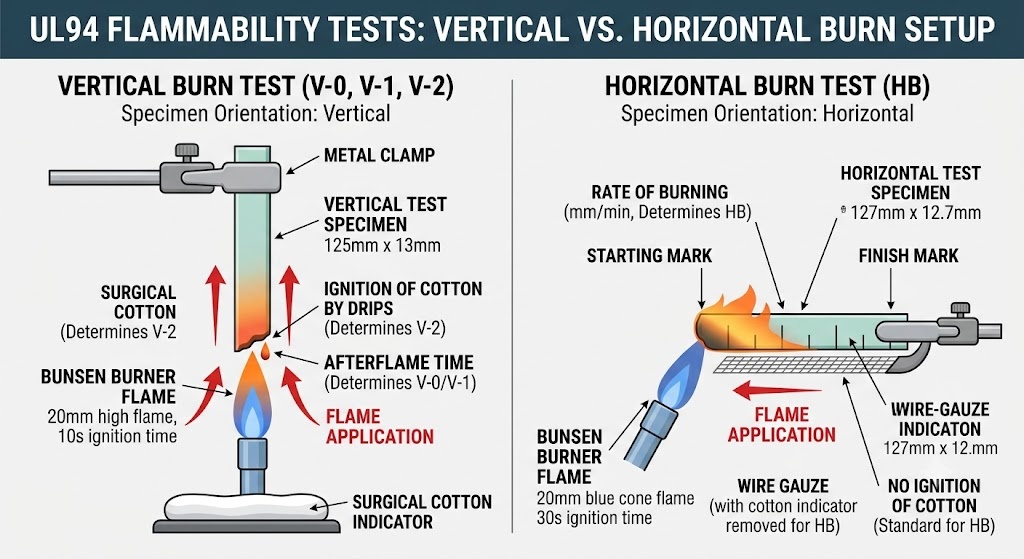
A két elsődleges tesztsorozat:
Függőleges égési tesztek (V-0, V-1, V-2, 5VA, 5VB): A 125 mm × 13 mm-es mintát függőlegesen tartjuk, és meghatározott láng hatásának tesszük ki két 10 másodperces időközönként. A minta alatti csepegés, utólángidő és a pamutjelző gyújtása határozza meg a minősítést.
Vízszintes égési teszt (HB): Egy 127 mm × 12,7 mm-es mintát vízszintesen tartanak. Ez a legalacsonyabb besorolás – a legtöbb FR-kezelés nélküli árupolimer megfelelő vastagságban éri el a HB-t.
2.2 Osztályozási kritériumok
| Értékelés | Utóláng ≤ (minden alkalmazás esetén) | Teljes utóláng ≤ (5 minta) | A csepegés meggyújtja a gyapotot? | Utófény ≤ | Megjegyzések |
|---|---|---|---|---|---|
| V-0 | 10 mp | 50 mp | Nem | 30 mp | A legszigorúbb függőleges |
| V-1 | 30 mp | 250 mp | Nem | 60 mp | Középszintű függőleges |
| V-2 | 30 mp | 250 mp | Igen megengedett | 60 mp | Csöpögés megengedett |
| 5VA | — | — | Nem | — | Nem burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Nem | — | A plakk átégése megengedett; szigorúbb, mint a V-1 |
| HB | ≤ 76 mm/perc (>3 mm) égési sebességgel ég vagy kialszik | — | N/A | — | Legalacsonyabb; a legtöbb árucikk műanyag |
2.3 Besorolások a gyakorlatban: Amit a szabályozók és az OEM-ek valójában előírnak
| Alkalmazás | Minimális UL94 követelmény | Megjegyzések |
|---|---|---|
| Szórakoztató elektronikai házak (IEC 62368-1) | V-1 vagy V-0 | A falvastagságtól és a belső hőforrástól függ |
| EV akkumulátorház és BMS burkolatok | V-0 ≤1,6 mm-nél | Gyakran megerősítik az OEM-specifikus hőkezelési követelmények |
| Autó elektromos csatlakozók (USCAR-2) | V-0 ≤0,8 mm-nél | Nagyon vékony fal – jelentősen szűkíti az anyagválasztékot |
| Háztartási készülékek házai (IEC 60335) | V-1 vagy V-0 | Kategória függő |
| Ipari elektromos házak (IEC 61439) | V-0 vagy 5VA | Az 5VA egyre inkább előírják a nagy házakhoz |
| Repülőgép belső alkatrészek (FAR 25.853) | Nemt UL94 — uses OSU heat release and vertical bunsen tests | Az UL94 nem elegendő az űrrepüléshez |
| Építés és építés (EN 13501) | Euroclass B–E rendszer, nem UL94 | Teljesen más tesztszabvány |
Kritikus pont: Az UL94 besorolásokat a beszállítók jelentik az egyes színekre, vastagságokra és a tételek tanúsítására vonatkozóan. A V-0-t elérő fekete PC/ABS ház nem garantálja a V-0-t fehérben vagy természetesben – a pigmentrendszerekkel való FR additív kölcsönhatás befolyásolja a teljesítményt, és az UL94 sárga kártya kifejezetten felsorolja a jóváhagyott színeket.
3. Főbb FR kémiacsaládok és feldolgozási profiljaik
3.1 Halogénezett égésgátlók (brómozott/klórozott)
Mechanizmus: A halogén gyökök megszakítják az égési láncreakciót a gázfázisban. Nagyon hatékony alacsony terhelési szinteken (5-15 phr), lehetővé téve a V-0-t minimális hatással a mechanikai tulajdonságokra.
Gyakori rendszerek:
- Dekabróm-difenil-etán (DBDPE) antimon-trioxid szinergista – ABS, HIPS, PA
- Tetrabrómobiszfenol A (TBBPA) oligomerek – PC/ABS keverékek
- Klórozott paraffinok – olcsóbb áruipari alkalmazások
Feldolgozási viselkedés:
- Hőstabil 280-300°C-ig a legtöbb készítményben – kompatibilis az ABS, PA66, PC feldolgozási hőmérsékletekkel
- 300°C felett a HBr/HCl gázképződés meredeken felgyorsul – a hordó hőmérsékletének túllépése korrozív gázok felszabadulását okozza
- Leállításkor kötelező a semleges hordozóval (HDPE vagy PP) történő öblítés – a beszorult brómozott anyag lebomlik, és megtámadja a hordó és csavarfelületeket
- Korrozív a szabványos szerszámacélra: HBr és HCl keletkezik a folyamat bármely eltérésénél P20 és H13 támadással. Normál körülmények között nem súlyos, de halmozódik a nagy mennyiségű termeléshez képest
Szerszámozási vonatkozások:
- Szabványos P20 üreges acél, amely elfogadható a jól szabályozott folyamatokhoz
- Bevonat (kemény króm vagy elektromentes nikkel) ajánlott nagy mennyiségben vagy bármely olyan folyamathoz, amely a felső hőmérsékleti határ közelében fut
- Az öblítési protokollt dokumentálni kell a folyamat utasításaiban – a villanás által kiváltott égési epizódok helyi korróziós gödröket okoznak a kapukon és a szellőzőnyílásokon
Szabályozási állapot: A REACH SVHC listája számos brómozott FR vegyületet tartalmaz. A RoHS-irányelv korlátozza a PBB-t és a PBDE-t. A DBDPE jelenleg korlátlan az EU-ban és az Egyesült Államokban, de folyamatban van a felülvizsgálat alatt. Csak a REACH/RoHS-kompatibilis osztályokat adjon meg – évente ellenőrizze a szállítói nyilatkozatot.
3.2 Foszfor alapú égésgátlók (halogénmentes)
Mechanizmus: Elősegíti a szénréteg kialakulását a polimer felületén, fizikailag blokkolja az oxigén hozzáférését és szigeteli az aljzatot. Egyes foszforrendszerek gázfázisú aktivitással is rendelkeznek.
Gyakori rendszerek:
- Rezorcin-bisz(difenil-foszfát) (RDP) – PC/ABS keverékek (elsődleges rendszer a halogénmentes V-0 PC/ABS-hez)
- Alumínium-dietil-foszfinát (AlPi, Clariant Exolit® OP sorozat) – PA6, PA66, PBT
- Melamin-polifoszfát (MPP) – PA6, PA66
- Vörös foszfor – PA, PBT (ma már ritkán használják a kezelési veszélyek miatt)
Feldolgozási viselkedés:
- RDP PC/ABS-ben: csökkenti az olvadék viszkozitását (lágyítóként működik a feldolgozási hőmérsékleten) → növeli a flash kockázatot , csökkenti a szorítóerő-határt
- AlPi PA minőségben: 320°C-ig termikusan stabil, minimális viszkozitáshatás – jelenleg elérhető legfolyamatbarátabb FR rendszer
- MPP PA-ban: közepes stabilitás; 290°C felett ammónia és melamin gőzképződést okoz felületi hólyagosodás és ezüstös csíkozás - tartsa az olvadék hőmérsékletét a PA tartomány alsó határán
- Minden foszforrendszer: a tárolás során felszívódó nedvesség rontja a teljesítményt, és foltokat/ezüst csíkokat okoz — a szárítási előírások szigorúbbak, mint a töltetlen minőségek
Szárítási követelmények (foszfor FR minőségek):
| Alap polimer | Standard minőségű szárítás | FR fokozatú szárítás | További megjegyzések |
|---|---|---|---|
| PA6 | 80°C/4 óra | 85°C / 6-8 óra | Az MPP minőségek különösen érzékenyek a nedvességre |
| PA66 | 85°C/4 óra | 90°C / 6-8 óra | Az AlPi elnézőbb |
| PBT | 120°C/4 óra | 130°C / 5-6 óra | FR PBT nagyon nedvességérzékeny |
| PC/ABS | 90°C / 3-4 óra | 95°C / 4-6 óra | Az RDP áttelepül a tárolás során – felnyitás után azonnal használja |
Szerszámozási vonatkozások:
- RDP migráció: RDP-vel ellátott PC/ABS esetén a foszfát-észter idővel az alkatrész felületére és a formaüregbe vándorolhat. Ez a következőket okozza:
- Penészlerakódás felhalmozódása üreges felületeken (fehér vagy sárga maradványok), amelyek tisztítást igényelnek minden 50 000–150 000 lövés után a futási körülményektől függően
- Felületi fényesség csökkentése az alkatrészen, ha a penészt nem tisztítják – kritikus az A osztályú felületeknél
- A rozsdamentes acél (S136) vagy a kemény krómozott P20 csökkenti a lerakódások tapadását és leegyszerűsíti a tisztítást
- A PA-ban készült AlPi minőségek a leginkább szerszámbarát FR-rendszerek – minimális lerakódás, minimális korrózió
3.3 Nitrogén alapú égésgátlók (melamin rendszerek)
Mechanizmus: Elsősorban gázfázisú hígítás nitrogénkibocsátással; némi szenesedést elősegítő foszforral kombinálva (duzzasztó rendszerek).
Gyakori rendszerek:
- Melamin-cianurát (MC) – PA6, PA66 (V-2 elérhető, V-0 nehéz szinergista nélkül)
- Melamin-polifoszfát (MPP) – PA6, PA66 (V-0 achievable in combination)
- Duzzadó rendszerek (APP pentaeritrit melamin) – PP, PE (elsősorban halogénmentes kábel- és filmalkalmazásokhoz)
Feldolgozási viselkedés:
- MC PA-ban: 320°C-on lebomlik, izociánsav és melamingőz szabadul fel — 290°C olvadékhőmérséklet kemény felső határa PA66/MC vegyületeknél
- A melamin szublimációja a penészüreg felületén fehér porszerű lerakódásokat hoz létre – gyakori üregtisztítást igényel
- Duzzadó PP rendszerek: nagyon érzékeny a nyírásra; a nagy befecskendezési sebesség az FR komponensek szétválását és csíkozását okozza
Szerszámozási vonatkozások:
- A melamin szublimátum lerakódások jelentik a legagresszívebb penészszennyeződési problémát az FR minőségű kategóriában
- A krómozott vagy PVD-bevonatú üregek drámaian csökkentik a lerakódások tapadását – a karbantartási intervallum 2-3-szor hosszabb, mint a bevonat nélküli
- A szellőzőnyílások lerakódások miatti elzáródása jelentős kockázatot jelent – a szellőzőnyílásokat hozzáférhetővé kell tenni, és meghatározott ütemterv szerint (általában 30 000–80 000 lövésenként) tisztítani kell.

3.4 Fém-hidroxid égésgátlók (ATH, MDH)
Mechanizmus: Az endoterm bomlás során vízgőz szabadul fel, lehűti az aljzatot és hígítja az éghető gázokat. Nincs halogén, nincs foszfor, nincs nitrogén – a legtisztább kémia a feldolgozási melléktermékek szempontjából.
Gyakori rendszerek:
- Alumínium-trihidrát (ATH) — 180-200°C-on bomlik; a felhasználást a 200°C alatt feldolgozott polimerekre korlátozza (EVA, LDPE, PVC)
- Magnézium-dihidroxid (MDH, brucit) — 300-320°C-on bomlik; kiterjeszti az alkalmazhatóságot a PP-re, PA6-ra
Feldolgozási viselkedés:
- Nagyon nagy terhelés szükséges (40-65 tömeg%) a V-0 eléréséhez – drámaian növeli a vegyület sűrűségét és csökkenti a mechanikai tulajdonságokat
- A nagy töltőanyag-terhelés jelentősen növeli az olvadék viszkozitását – nagyobb befecskendezési nyomás szükséges, hosszabb töltési idő
- Csiszolja a csavarokat, a hordókat és a formaüregeket — kopási aránya magas , hasonlóan az üveggel töltött minőségekhez
- Az MDH/ATH vegyületek nagyon alacsony LOI-javítási hatékonyságot mutatnak egységnyi terhelésre vonatkoztatva a halogén/foszfor rendszerekhez képest – ritkán használják, ha vékony falnál V-0 szükséges
Szerszámozási vonatkozások:
- Kopás szempontjából a GF30–GF40-nel egyenértékűként kell kezelni
- Edzett kapubetétek (≥52 HRC) kötelezőek
- A csúszó és a kapu kialakításának minimálisra kell csökkentenie a nyírást (nagyobb átmérők, mint a kitöltetlen egyenértékűek), hogy megakadályozzák a töltőanyag agglomerációját és a kapueróziót
- Üreges acél: H13 vagy azzal egyenértékű edzett szerszámacél – a P20 marginális nagy mennyiségű ATH/MDH gyártásnál
4. Paraméterkorrekciók feldolgozása FR fokozatokhoz
Táblázat: A folyamat ablak beállításai az alappolimerhez képest
| Paraméter | Irány | Nagyságrend | Indoklás |
|---|---|---|---|
| Olvadási hőmérséklet | Alsó | 5-20°C-kal a szabvány alatt | Akadályozzuk meg az FR termikus bomlását |
| A hordó tartózkodási ideje | Minimalizálja | Tervezés <5 percre max | A lebomlás idő × hőmérséklet függő |
| Befecskendezési sebesség | Csökkentse | 10-20% | Csökkentse a nyírás által kiváltott bomlást; csökkenti a flash kockázatot (RDP) |
| Hátnyomás | Csökkentse | 10-20% below standard | Csökkentse a nyírási hőtermelést |
| Csavar sebessége | Csökkentse | 10-15% RPM | Ugyanaz az indoklás |
| Tisztítási protokoll | Kötelező | Leállásonként minden alkalommal | Kerülje el a korrozív lebomlást a futtatások között |
| Szárítás | Növelje a hőmérsékletet és az időt | Lásd a 3.2. szakasz táblázatát | Az FR nedvességérzékenyebb |
| A penész hőmérséklete | Alsó end of range | Ahol lehetséges | Csökkentse a lerakódások képződését (melamin rendszerek) |
| Forró futó hőmérséklet | Minimum életképes | Amennyire a töltés engedi | A legkritikusabb zóna a FR degradációja szempontjából |
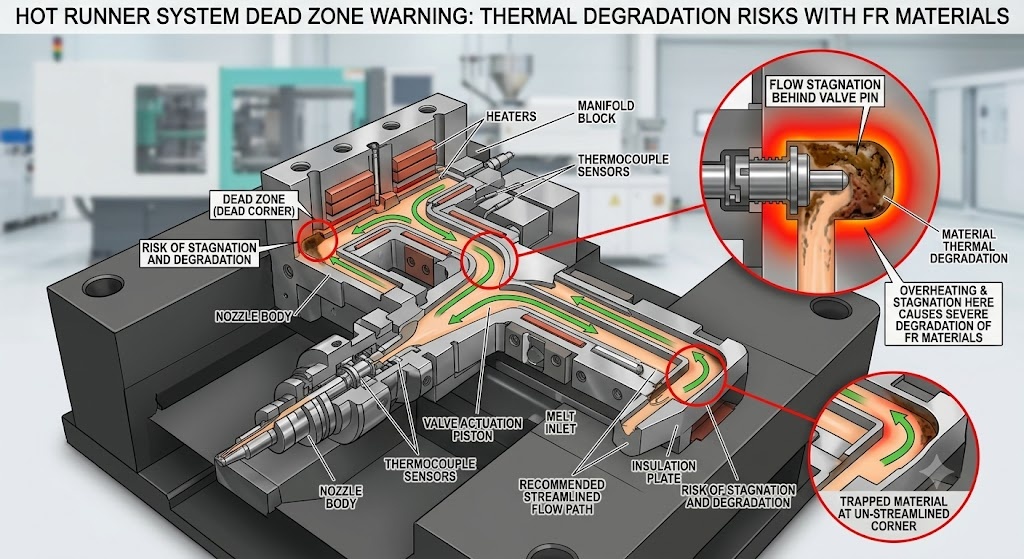
Hot Runner szempontok
A forró csatornák jelentik a legnagyobb kockázatú zónát az FR anyagromlás szempontjából. Az elosztó és a fúvókacsúcsok folyamatosan hőmérsékleten tartják az olvadékot – a holt zónákban (szelepszárak mögött, rosszul kialakított elosztó ívekben) a tartózkodási idő 30-60 perc is lehet. Ez elegendő a legtöbb FR rendszer leromlásához.
Kötelező melegcsatornás tervezési követelmények az FR minőségeknél:
- Teljesen áramvonalas (holt sarkok nélkül) elosztó-geometria – adja meg a melegcsatornák szállítójának
- Minimális elosztó-térfogat megfelel a töltési követelményeknek – a túlméretezett elosztók növelik a tartózkodási időt
- Független zónahőmérséklet-szabályozás fúvókánként – pontos minimális hőmérséklet-szabályozást tesz lehetővé
- Szelepkapu előnyben részesített a nyitott kapuval szemben – lehetővé teszi a pozitív elzárást a gyártási leállások idején
- Hőmérséklet csökkenés leállításkor: azonnal csökkentse 150–170°C-ra, ha a gyártási szüneteltetése meghaladja az 5 percet
5. Formaacél és felületkezelés kiválasztása
táblázat: Az FR Chemistry által ajánlott öntőacél
| FR rendszer | Alap polimer | Üreges acél | Core Steel | Kapubetét | Felületkezelés | Megjegyzések |
|---|---|---|---|---|---|---|
| Brómozott (DBDPE) | ABS, HIPS | P20 vagy S136 | P20 | H13 edzett | Kemény króm vagy EN bevonat | A bevonat kritikus nagy hangerő esetén |
| RDP (foszfát-észter) | PC/ABS | S136 előnyben | P20 | S136 | PVD vagy EN bevonat | A lerakódási tapadás a legalacsonyabb az S136-on |
| AlPi (alumínium-foszfinát) | PA, PBT | P20 vagy H13 | P20 | H13 | Opcionális króm | A leginkább szerszámbarát FR rendszer |
| Melamin (MC, MPP) | PA6, PA66 | P20 króm vagy S136 | P20 | H13 | Kemény króm kötelező | Súlyos szublimációs lerakódások bevonat nélkül |
| ATH / MDH (fém-hidroxid) | PP, PA, EVA | H13 edzett | H13 | H13 vagy keményfém | Chrome vagy PVD | Csiszoló töltőanyagként kezeljük |
| Inherens (PPS, PEEK) | PPS, PEEK | S136 vagy 420SS | S136 | S136 | Nem kötelező | Olvadási hőmérsékleten korrozív; alapacél korrózióveszély |
Felületkezelési teljesítmény összehasonlítása FR alkalmazásokhoz
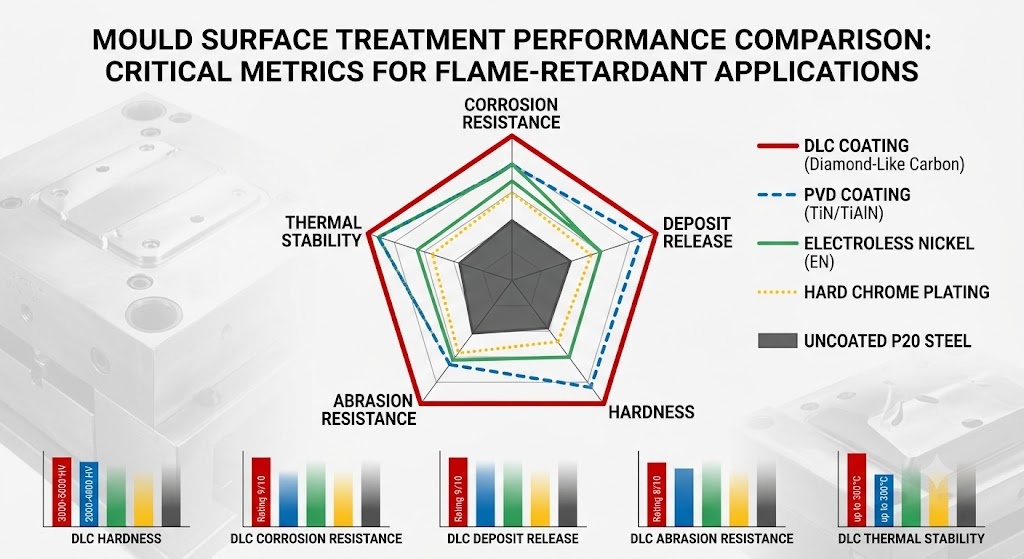
| Kezelés | Korrózióállóság | Betét felszabadítása | Keménység (HV) | Max hőm | Költségprémium |
|---|---|---|---|---|---|
| Kemény krómozás | Jó | Mérsékelt | 900-1100 | 400°C | 15-25% |
| Elektromos nikkel (EN) | Kiváló | Jó | 500-700 | 260°C | 10-20% |
| PVD (TiN, TiAlN) | Jó | Jó–Excellent | 2000-3300 | 400-600°C | 20-35% |
| DLC (Diamond-Like Carbon) | Kiváló | Kiváló | 3000-5000 | 300°C | 30-50% |
| Bevonat nélküli P20 | Szegény | Szegény | 300-350 | — | Alapvonal |
A DLC bevonat a legjobb lerakódás-leválasztási teljesítményt nyújtja a melamin rendszerű FR minőségeknél – különösen értékes a nagy volumenű PC/ABS és PA házak gyártásához, ahol jelentős az üregtisztítási állásidő.
6. Szellőztető kialakítás FR fokozatokhoz
Az égésgátló vegyületek több gázt termelnek, mint a töltetlen minőségek – a bomlási melléktermékek, a fém-hidroxidok nedvességtartalma és az illékony adalékok mind gázt képeznek, amelyet el kell távolítani az üregből. Az elégtelen légtelenítés okai:
- Dízel hatású égés az utolsó töltés helyén – szenes lerakódások, amelyeket gyakran rosszul diagnosztizálnak kapupírként vagy anyagromlásként
- Rövid felvételek gáz-ellennyomástól vastag szakaszokban
- Felszíni hólyagosodás a beszorult nedvességtől vagy az illékony FR komponensektől
Szellőztetési mélység ajánlások FR fokozatokhoz
| Anyag / FR rendszer | Szellőztetési mélység (föld, mm) | Szellőzőnyílás szélessége (mm) | Szellőzőnyílás mélysége (mm) | Tisztítási intervallum |
|---|---|---|---|---|
| ABS / brómozott FR | 0,012–0,018 | 5–8 | 0.5 | 100 000 lövésenként |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | 80.000 lövésenként |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | 120 000 lövésenként |
| PA6 / melamin | 0,008–0,012 | 4–6 | 0.3 | 30 000-50 000 lövésenként |
| PP / ATH duzzadó | 0,015–0,020 | 6–10 | 0.5 | 80.000 lövésenként |
| PPS (inherens FR) | 0,005–0,008 | 3–5 | 0.2 | 150 000 lövésenként |
A melamin alapú FR vegyületeknek a legagresszívebb a szellőzőnyílások eltömődése. A PA6/MC-t futtató gyártási forma, amelyet nem tisztítanak meg az ütemterv szerint, 50 000 lövésen belül eltömítik a szellőzőnyílásokat – ami égéshez, rövid lövésekhez és az alkatrészek kilökődéséhez vezet.
Tervezési javaslat: A nagy gázkibocsátási hajlamú FR típusokhoz (melamin, duzzadó rendszerek) lehetőség szerint tervezzen szellőzőnyílásokat cserélhető betétként. Ez lehetővé teszi a szellőzőnyílások offline tisztítását, miközben az öntőforma tiszta tartalékkészlettel tovább működik.
7. Minőségi és megfelelőségi szempontok
7.1 UL94 sárgakártya ellenőrzés
Az anyag adatlapra nyomtatott UL94 minősítés a beszállító marketingkövetelése. A mérvadó forrás a UL Product iQ adatbázis (korábban Yellow Card) . Mielőtt meghatározna egy FR-anyagot egy UL94 által szabályozott alkalmazáshoz, ellenőrizze:
- A pontos besorolás és tétel megegyezik az aktuális sárgalapos listával
- A besorolás az alkatrész falvastagságára vonatkozik – sok anyag elveszít egy osztályt vékonyabb falaknál
- A szín szerepel a listán – a pigmentrendszerek befolyásolják az FR teljesítményét
- A tanúsítvány lejárati dátuma aktuális – az UL időszakos újratesztelést végez, és a minősítések visszavonhatók
7.2 A színek hatása az FR teljesítményére
A pigmentrendszerek olyan módon kölcsönhatásba lépnek az FR adalékokkal, amelyek egy teljes UL94 osztállyal csökkenthetik a teljesítményt. A korom (fekete keverékekben használatos) általában javítja az FR teljesítményt – elősegíti az elszenesedés kialakulását. A fehér pigmentek (TiO₂) semlegesek az enyhén negatívakig. A szerves pigmentek (különösen a sárga és vörös azo pigmentek) zavarhatják a foszfor FR rendszereket.
Szabály: Az FR teljesítményt mindig a gyártási színre kell minősíteni, ne csak a természetes vagy fekete referenciaadatokat. Ha egy ügyfél több színben igényel V-0-t, minden színhez külön szerezze be az UL sárga kártyás igazolást.
7.3 Hegesztési vonal és kötött vonal FR teljesítménye
A fröccsöntött FR alkatrész hegesztési vonala jellemzően csökkentett lángkésleltetést mutat az ömlesztett részhez képest. A hegesztési zónában az üvegszálak párhuzamosak az áramlási fronttal, és az FR adalékanyag eloszlása nem egyenletes lehet. A vizsgálatnak ki kell terjednie a hegesztési vonalakból kivágott mintákra a kritikus tűzbiztonsági követelményeket támasztó alkalmazásokhoz.
7.4 Újraköszörülés és újrahasznosítás
Az FR adalékok – különösen a halogénezett rendszerek – megnehezítik az élettartam végén az újrahasznosíthatóságot. A brómozott FR-vegyületekből a folyamaton belüli újraköszörülés (csonkok, csúszógyűrűk, kiselejtezett részek) a következőket igényli:
- Maximális újraőrlési arány: 10–15 tömeg% – a magasabb arányok rontják az FR teljesítményét és növelik a gáztermelést
- Az újraőrleményt nem szabad keverni az FR kémiacsaládok között – a halogénmentes vegyületeket szennyező brómozott őrlemény megfelelési bizonytalanságot okoz
- A nyomon követhetőség érdekében dokumentálja a feldolgozási arányt a folyamatrekordokban
8. Hibaelhárítás: Gyakori FR-minőségű hibák és kiváltó okok
| Hiba | Valószínű, FR-rel kapcsolatos ok | Javító intézkedés |
|---|---|---|
| Ezüst csíkok / kihagyás | Nedvesség az FR vegyületben; illékony FR bomlás | Növelje a szárítási időt/hőmérsékletet; csökkenti az olvadék hőmérsékletét; ellenőrizze az anyagtárolást |
| Sárga/barna elszíneződés a kapunál | FR termikus bomlás a forrócsatornás fúvókánál | Csökkentse a fúvóka hőmérsékletét; minimalizálja a tartózkodási időt; gyakrabban öblítse ki |
| Fehér lerakódások az üreg felületén | Melamin szublimáció (MC/MPP rendszerek) vagy RDP migráció | Tisztítsa meg az üreget megfelelő oldószerrel; növelje a tisztítás gyakoriságát; fontolja meg a DLC bevonatot |
| Égés az utolsó töltés helyén | elégtelen szellőzés; FR bomlásból kilépő gázok | Szereljen be vagy mélyítse el a szellőzőnyílásokat az égés helyén; csökkentse a befecskendezési sebességet |
| Flash (új kezdet) | Az RDP lágyítóként működik, csökkenti a viszkozitást | Csökkentse az olvadék hőmérsékletét; anyag ellenőrzése MFI vs. előző tétel; csökkentse a befecskendezési sebességet |
| Csökkentett fényesség | Penészlerakódások FR migrációból | Tiszta üreg; alkalmazzon PVD vagy DLC bevonatot |
| Rövid felvételek (previously stable tool) | Eltömődött szellőzőnyílások az FR lerakódásokból | Azonnal tisztítsa meg a szellőzőnyílásokat; ütemezett szellőzőkarbantartás végrehajtása |
| Delaminálás / rétegleválasztás | Nem összeférhető újraőrlési szennyeződés; nedvesség | Távolítsa el az újraőrlemény szennyeződését; ellenőrizze a szárítást; ellenőrizze a tétel tanúsítását |
| UL94 teszthiba a gyártási alkatrészeken | Színváltás újraminősítés nélkül; újraőrlési túlarány; fal vékonyabb, mint a tanúsított | A szín újraminősítése; csökkenti az őrlést; vékony szakaszokon ellenőrizze a falvastagságot |
9. Következtetés
Az égésgátló fröccsöntési minőségek a folyamatérzékenység, a szerszámok agressziója és a megfelelőségi összetettség olyan egyedülálló kombinációját képviselik, amelyet a szabványos műszaki hőre lágyuló műanyagok nem. Az FR anyagok helytelen kezelésének következményei túlmutatnak az alkatrész minőségén – a leromlott FR-vegyületek korrodálhatják a csavarokat és a hengereket, elzárhatják a szellőzőnyílásokat, lerakódhatnak az üregeken, és a legrosszabb esetben mérgező gázokat termelhetnek a feldolgozási környezetben.
A megbízható FR minőségű gyártás útja szisztematikus: válassza ki a megfelelő FR kémiát az alkalmazási hőmérsékletnek és a szabályozási követelményeknek, határozza meg az adott kémiának megfelelő öntőacél- és felületkezelést, szigorúbb szárítási és folyamatszabályozást hajtson végre, valamint olyan megelőző karbantartási ütemterveket állítson össze, amelyek figyelembe veszik az FR-vegyületek felgyorsult szennyeződési és kopási jellemzőit. Ezeknek a tényezőknek a tervezési szakaszban történő tervezése a töredékébe kerül annak, amit a gyártás során történő kijavítása jelent.
Kapcsolódó cikkek:
- EV-akkumulátorház fröccsöntés: PA66 GF50 vs. PPS GF40 – Mérnöki kompromisszumok
- A 8 legjobb fröccsöntő anyag 2026-ban
- Kiválasztási útmutató a nagy pontosságú fröccsöntő acélhoz
- Penészesedés fröccsöntéskor: okai, megelőzése és megszüntetése
- Optimális felületkezelés a műanyag fröccsöntéssel
IMTEC forma | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kína | [email protected] | 86 153 5648 7586

