
Bevezetés: több, mint egy „puha érintés”
Gondoljon arra, mikor vett utoljára jó minőségű elektromos kéziszerszámot vagy prémium fogkefét. Valószínűleg kemény, erős műanyag szerkezetet éreztél alatta, de a kezed puha, tapadós gumifelületen feküdt. Nem olyan érzés volt, mintha két különálló rész lenne összeragasztva; egyetlen, egységes tárgynak érezte magát.
Ez az ereje túlformázás .
Az egyedi gyártás világában gyakran kénytelenek vagyunk választani a tartósság és a kényelem, vagy a funkcionalitás és az esztétika között. Az végemolding megszünteti ezt a választási lehetőséget. Lehetővé teszi a tervezők számára, hogy több anyagot egyetlen alkatrészben kombináljanak, egyesítve a merev műanyag szerkezeti integritását a puha elasztomer tapintható előnyeivel.
De a túlformázás nem csak arról szól, hogy a dolgokat jól érezzük. A mérnökök és a B2B vásárlók számára ez egy olyan stratégiai gyártási döntés, amely leegyszerűsíti az összeszerelő sorokat, elzárja a nedvességet és elnyeli a vibrációt – gyakran a teljes gyártási költség csökkentése mellett.
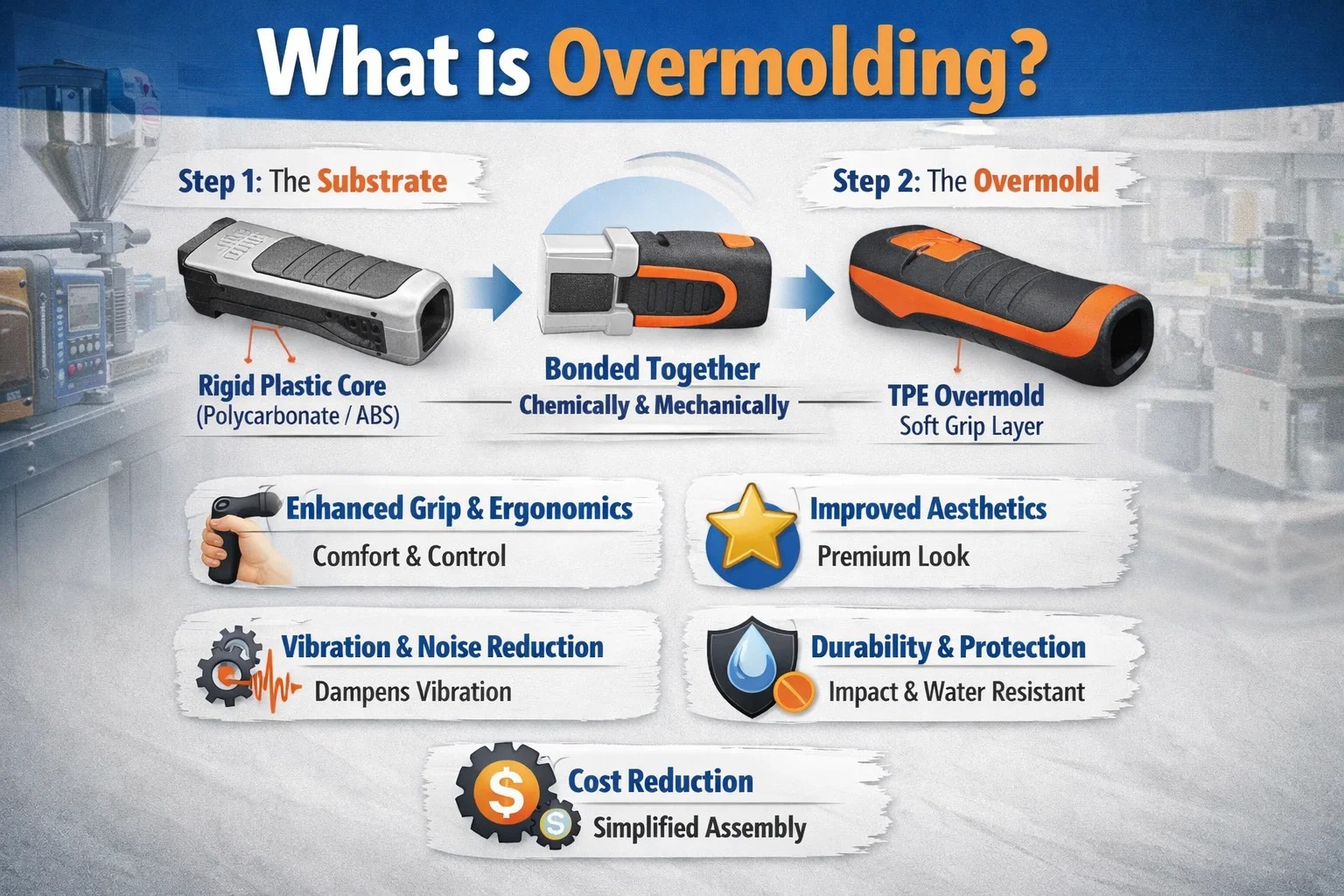
Mi az Overmolding?
A ráöntés lényegében egy fröccsöntési eljárás, amelyben az egyik anyagot (általában lágy gumit vagy hőre lágyuló elasztomert) közvetlenül egy második anyagra (általában merev műanyagra) öntjük.
Hasznos, ha kétlépcsős kapcsolatnak tekintjük:
- A szubsztrátum: Ez az alap rész. Általában egy merev műanyag, például polikarbonát vagy ABS, amely biztosítja a „csontvázat” vagy a szerkezetet.
- Az Overmold: Ez az öntött anyag over az aljzat. Úgy működik, mint a „bőr”, fogást, színt vagy védelmet biztosít.
Ellentétben az egyszerű összeszereléssel, amikor a gumi lökhárítót egy műanyag dobozra lehet csavarni, a ráöntés tartós kötést hoz létre. Ezt a kötést vagy kémiai úton (az anyagok molekuláris szinten összeolvadnak), vagy mechanikusan (a fedőforma az aljzaton lévő mélyedésekbe és lyukakba áramlik, hogy bezárja magát) érik el.
Az overmolding előnyei
Miért kell átmenni a kétlövéses öntőforma tervezésével vagy két különböző anyag kezelésével? Mert a termék értékének megtérülése hatalmas. A gyártók ezért választják a fröccsöntést egyedi alkatrészeikhez:
1. Továbbfejlesztett markolat és ergonómia
Ez a leglátványosabb előny. Ha kézi eszközt tervez – legyen az sebészeti műszer vagy vonalkód-leolvasó –, a felhasználó fáradtsága valós probléma. A merev műanyag fogantyú nedves vagy izzadt állapotban csúszóssá válik. A TPE (hőre lágyuló elasztomer) réteg átöntése növeli a súrlódást és lágyságot, így a termék biztonságosabb és kényelmesebb lesz hosszú ideig tartani.
2. Továbbfejlesztett esztétika és márkaépítés
Legyünk őszinték: a megjelenés számít. A sima szürke műanyag burkolat funkcionálisnak tűnik, de nem kiáltja, hogy „prémium”. Az overmolding lehetővé teszi kontrasztos színek és textúrák használatát. Világos narancssárga gumi lökhárítót adhat a fekete burkolathoz, hogy kiemelje a márka színeit vagy jelezze az érintkezési pontokat. Kész, csúcsminőségű megjelenést kölcsönöz a terméknek, amely kiemelkedik a polcról.
3. Rezgés- és zajcsökkentés
Az ipari alkalmazásokban vagy az autók belső tereiben a csörgő alkatrészek az alacsony minőség jelei. A puha ráöntött réteg beépített lengéscsillapítóként működhet. Csillapítja a motorok rezgéseit, és megakadályozza a műanyag-műanyagra ható zajt, megvédi a kényes belső elektronikát az ütési sérülésektől.
4. Megnövelt tartósság és védelem
Az átöntés hatékonyan tömítést hoz létre. Egy puha anyag gombokra vagy varratokra öntésével víz- vagy porállóvá teheti a készüléket anélkül, hogy külön O-gyűrűkre vagy tömítésekre lenne szüksége. Ütésállóságot is biztosít; Ha egy eszközt leejtenek, a puha öntőforma elnyeli az ütés energiáját, megvédve a merev magot a repedéstől.
5. Költségcsökkentés az összeszerelés egyszerűsítésével
Ez ellentmondásosnak tűnhet – a túlformázás nem igényel drágább szerszámokat? Kezdetben igen. A túlöntés azonban kiküszöböli a másodlagos összeszerelési lépéseket. Nem kell fizetnie a munkásnak azért, hogy egy fogantyút ragasszon a fogantyúra vagy csavarjon be egy tömítést. Azáltal, hogy ezeket a funkciókat magába a fröccsöntési folyamatba integrálja, csökkenti a munkaerőköltségeket, nincs szükség ragasztókra (melyek rendetlenek és meghibásodhatnak), és felgyorsítja a teljes gyártási időt.
Ahol látni fogja az Overmoldingot
Ha elkezdesz keresni a túlformázást, rájössz, hogy mindenhol ott van. A különböző iparágak nagyon eltérő okokból használják, de a cél mindig a felhasználói élmény javítása.
- Autóipar: Minden a „prémium érzetről” és a zajcsökkentésről szól. Az a puha gomb a műszerfalon? Ez túlöntözés. Megszünteti a műanyag olcsó, üreges hangját, és tapintható fogást biztosít, amely fényűző érzetet kelt.
- Orvosi eszközök: Itt a függvény uralkodik a forma felett. A sebészeknek olyan műszerekre van szükségük, amelyek nedvesen nem csúsznak el. Ezen túlmenően az öntözés megszünteti azokat a repedéseket, ahol a baktériumok megbújhatnak, így a sterilizálás sokkal könnyebbé és hatékonyabbá válik.
- Szórakoztató elektronika: Gondoljon okostelefonja házára vagy egy vízálló Bluetooth hangszóróra. A túlöntés biztosítja az ütés elleni védelmet, és a víz távol tartásához szükséges tömítéseket.
- Ipari szerszámok: Az erőfúrók és kalapácsok ütnek. Az overmolding ütésálló anyagokat használ, hogy megvédje a szerszám motorházát, és csökkentse a vibráció átadását a dolgozó kezére, így elkerülhető a sérülések hosszú műszakok során.
Fröccsöntő anyagok: A kötés kémiája
Itt találkozik a gumi – szó szerint – az úttal.
Tökéletes geometriájú gyönyörű alkatrészt tervezhetsz, de ha vegyileg nem kompatibilis anyagokat választasz, az öntőforma matricaszerűen leválik. A sikeres túlöntés egy kémiai kísérlet. Szüksége van az aljzatra (a merev rész) és az öntőformára (a puha részre), hogy össze akarjon tapadni.
Íme a játék leggyakoribb játékosai:
1. Hőre lágyuló műanyagok (a leggyakoribb választás)
Az egyedi alkatrészek túlnyomó többségénél hőre lágyuló elasztomerekkel (TPE) vagy hőre lágyuló poliuretánokkal (TPU-kkal) kell foglalkoznia.
- TPE (hőre lágyuló elasztomer): Ez az ipar igáslója. Sokoldalú, könnyen színezhető, és puha tapintású. Kivételesen jól tapad olyan közönséges műanyagokhoz, mint a polikarbonát (PC) és az ABS. Ha fogkefe markolatot vagy puha fogantyút készít, valószínűleg a TPE a legjobb választás.
- TPU (hőre lágyuló poliuretán): Ha a TPE a „puha kényelmes”, a TPU a „kemény fickó”. Hihetetlenül ellenáll a kopásnak, a karcolásoknak és a vegyszereknek. Gyakran látni fog TPU-t az elektronikai tokok vagy ipari felszerelések alján, amelyek durva felületeken húzódnak.
- TPV (termoplasztikus vulkanizátum): Ez az anyag közelebb áll a valódi gumihoz. Kiváló hő- és időjárásálló, így tökéletes a motorháztető alatti autóalkatrészekhez vagy kültéri tömítésekhez.
2. Hőszigetelők (gumi és szilikon)
Néha a hőre lágyuló műanyagok egyszerűen nem elegendőek. Szükség lehet a szilikon (LSR) vagy a természetes gumi extrém hőállóságára vagy biokompatibilitására.
- Folyékony szilikon gumi (LSR): Az LSR az orvosi implantátumok és a magas hőmérsékletű főzőedények aranyszabványa. Ez azonban trükkös. Mivel a szilikon nem csak megolvad, hanem kikeményedik (keresztkötések), ezért természetesen nem akar sok műanyaghoz kötődni. A szilikon felülöntéséhez általában speciális „önkötődő” minőségekre vagy mechanikus reteszekre (lyukak és horgonyok) van szükség a kialakításban, hogy a helyén maradjon.
Hogyan válasszuk ki a megfelelő anyagokat
Amikor ügyfeleink egy projekttel fordulnak hozzánk, először négy kérdést teszünk fel, hogy szűkítsük az anyaglistát:
1. Mi az a szubsztrátum?
Ez a legkritikusabb korlát. Ha az alaprésze nejlon, akkor olyan TPE-re van szüksége, amelyet kifejezetten a nylonhoz való ragasztáshoz készítettek. Ha az alaprésze polipropilén, más TPE-re van szüksége. Gyakran mondjuk: "Tetszik tetszik tetszik." A poláris anyagok a legjobban kötődnek más poláris anyagokhoz.
2. Mi a környezet?
Ezt az alkatrészt egy légkondicionált irodában fogják használni, vagy egy motorblokkhoz rögzítik? Ha nagy UV-sugárzásnak (kültéren) vagy olajnak és zsírnak (autóiparban) kell ellenállnia, a szabványos TPE leromolhat. Ilyen esetekben feljebb léphet a TPV-re vagy a TPU-ra.
3. Mennyire legyen puha érzése?
A keménységet a Shore A léptékben.
- 30A-40A part: Nagyon puha, zselészerű (mint egy zselés cipőbetét).
- 60A-70A part: Szilárd, de rugalmas (mint egy autógumi vagy cipősarok).
- 90A part: Kemény, alig ad (mint egy bevásárlókocsi kereke).
A legtöbb markolat kényelmesen elhelyezhető az 50A–70A tartományban.
4. Súrlódás és haptika
Azt szeretné, hogy a markolat „ragadós” (nagy súrlódás) vagy „selymes” (alacsony súrlódás) legyen? A nagy súrlódású markolat remekül használható kalapácshoz, de szörnyű egy olyan eszközhöz, amelynek könnyen be kell csúsznia a zsebbe.
Megjegyzés a ragasztási kompatibilitásról
Ha semmi mást nem vesz el ebből a részből, ne feledje: A kémiai tapadás a király.
Bár tervezhetünk mechanikus zárakat (erről bővebben a Tervezés részben), a valódi kémiai kötés hozza létre a legerősebb részeket.
- Legjobb barátok: Az ABS és a polikarbonát általában nagyon jól tapad a TPE-hez és a TPU-hoz.
- Nehéz kapcsolatok: A nejlont (PA) és a POM-ot (acetál) köztudottan nehéz ragasztani. A tapadás eléréséhez gyakran speciális, drágább minőségű túlöntőanyagra van szükségük.
Az öntési folyamat: két módszer a munka elvégzésére
Amikor úgy dönt, hogy egy alkatrészt felülönt, ki kell választania a gyártási módszert. Ez a választás általában az Ön költségvetésén és gyártási mennyiségén múlik.
Általában kétféleképpen érhetjük el a túlformázást:
1. Beillesztési forma (a rugalmas választás)
Beillesztési forma Ez a leggyakoribb módszer kisebb gyártási mennyiségeknél vagy fém alkatrészekre történő ráöntésnél.
Hogyan működik:
- A hordozót (a merev részt) először egy külön gépben öntik.
- Egy munkás (vagy egy robot) felveszi a kész merev alkatrészt, és kézzel belehelyezi a második penészüreg.
- A gép bezárul, és a puha TPE-t a merev rész fölé fecskendezik.
Előnyök: Alacsonyabb szerszámköltségek (szabványos gépeket használ).
Hátrányok: Magasabb munkaerőköltség (valakinek mozgatnia kell az alkatrészeket) és lassabb ciklusidők.
2. Kétlövéses (2K) öntés (a nagy sebességű választás)
Ha több millió fogkefét vagy eldobható borotvát készít, akkor ezt így kell megtennie. A kétlövésű fröccsöntéshez speciális gépre van szükség, két fröccsegységgel.
Hogyan működik:
- A gép befecskendezi a merev műanyagot az aljzat kialakításához.
- Az öntőforma teret hoz létre – általában 180 fokos elforgatással vagy egy csúszó acélmag használatával –, és azonnal befecskendezi a második anyagot (a TPE-t) ugyanabba a szerszámba.
- A rész teljesen készen jön ki.
Előnyök: Hihetetlenül gyors, precíz és egyenletes minőség. A kézi kezelés hiánya kevesebb szennyeződést jelent.
Hátrányok: A szerszám drága. Ön egy összetett, forgó formáért és egy speciális gépért fizet.
Tervezési szempontok: Hogyan kerüljük el a rendetlenséget
A fröccsöntéshez való tervezés bonyolultabb, mint a hagyományos fröccsöntés. Ön nem csak egy anyag áramlását irányítja; két eltérő termikus tulajdonságú anyag kölcsönhatását kezeled.
Íme az „Aranyszabályok”, amelyeket mérnöki ügyfeleinknek adunk, hogy biztosítsák a tervezésük gyárthatóságát.
1. A falvastagság kritikus
Csakúgy, mint a hagyományos fröccsöntésnél, itt is kulcsfontosságú a konzisztencia. Ha a TPE réteg túl vastag, a lehűlés során jelentősen zsugorodik. Mivel a merev aljzat alatta nem fog annyira zsugorodik, hogy az egész rész meghajlik vagy meghajlik.
- A szabály: Tartsa a TPE falvastagságot egyenletesen. Általában a közötti TPE vastagságot javasoljuk 0,5 mm és 3,0 mm . Bármi, ami vastagabb, süllyedésnyomokat és vetemedést okoz.
2. Használjon mechanikus reteszeket (az „öv és felfüggesztések” megközelítés)
Még ha anyagai kémiailag kompatibilisek is, mindig javasoljuk a tervezést mechanikus reteszek . Ez egy olyan fizikai jellemző, amely befogja a túlformázott anyagot, így nem tud lefejlődni.
Képzeld úgy, mintha gombolnál egy inget. A kémiai tapadás a szövet; a reteszelés a gomb.
- Lyukak: Ha lyukakat alakít ki az aljzaton, a TPE átfolyik a másik oldalra, lényegében kigombázva, hogy bezárja magát.
- Alulvágások: Hozzon létre egy fecskefarkot vagy hornyot a merev részen, amelybe a TPE belefolyik.
- Tekervények: Egyszerűen a TPE-t az alkatrész széle köré tekercselve a hátsó oldal felé fizikai horgony jön létre.
3. Kezelje a „Kikapcsolást”
A „lezárás” az a vonal az Ön részéről, ahol a puha anyag megáll és a kemény műanyag kezdődik. Ez a leggyakoribb hely a hibáknak.
- Ha az acélszerszám nem nyomja elég erősen az aljzatot, a nagynyomású TPE a vonalon túl spriccel, és csúnya "villanást" kelt.
- Tervezési tipp: Tervezzen hornyot vagy lépcsőt az elzáró vezetéken. Éles, tiszta átmenetet hoz létre, és segíti az acélszerszámot szorosan a műanyaghoz tapadni, hogy megakadályozza a villogást.
4. Ne feather the Edges
Kerülje el, hogy a TPE réteg nulla vastagságra elvékonyodjon ("tollszél"). A vékony gumi gyenge. Szinte azonnal felhámlik, felgöndörödik és elszakad.
- A javítás: A TPE réteget mindig hirtelen zárja be egy horonyba vagy egy falba. Hagyjon elegendő vastagságot (legalább 0,5 mm) az anyagnak egészen a széléig, hogy szerkezeti integritása legyen.
Hibaelhárítás: Ha a dolgok rosszul mennek
Még a tapasztalt mérnökök is problémákba ütköznek a túlformálással. Mivel két különböző anyaggal és hődinamikával birkózik, a hibahatár kisebb, mint a hagyományos fröccsöntésnél. Íme a három leggyakoribb hiba, amelyet látunk, és hogyan javíthatjuk ki őket.
1. Laminálás (hámozás)
A tünet: A puha öntőforma matricaszerűen levál a merev hordozóról.
Az ok: Ez szinte mindig kémiai összeférhetetlenség vagy „hideg szubsztrátum”. Ha a merev rész túlságosan lehűl, mielőtt a puha anyag elérné, a molekuláris kötés nem jön létre.
A javítás:
- Ellenőrizze a kompatibilitást: Megpróbál TPE-t nejlonhoz kötni kötőanyag nélkül?
- Az aljzat előmelegítése: A betétformázásnál a merev részeket gyakran előmelegítjük sütőben, mielőtt a formába helyeznénk. Ez elősegíti a két anyag jobb összeolvadását.
2. Flash (The Messy Edge)
A tünet: Túl vékony anyag spriccel ki a tervezett tervezési vonalon túl.
Az ok: A TPE gyakran nagyon folyékony (alacsony viszkozitású). Ha az acélszerszám nem zár ki tökéletesen a merev aljzattal szemben, a TPE kiszabadul.
A javítás: „Crush” illesztésre van szüksége. Az acélszerszámot úgy kell megtervezni, hogy enyhén benyomódjon az aljzatba (kb. 0,002 hüvelyk), hogy szoros tömítést hozzon létre.
3. Rövid lövések
A tünet: A forma nem töltődik be teljesen; a markolat részei hiányoznak.
Az ok: Beszorult levegő. Ahogy a TPE átfolyik az aljzaton, a levegő beszorulhat a töltés végén, ami megakadályozza, hogy az anyag kiteljesítse az alakját.
A javítás: Javítsa a szellőzést a formában. A levegőnek ki kell menekülnie, hogy a műanyag kitöltse az űrt.
A költségek valósága: megéri a túlformázás?
Beszéljünk a számokról. A B2B vásárlók gyakran haboznak, amikor látják a túlformázásra vonatkozó kezdeti árajánlatot.
Az előzetes befektetés
Igen, az öntözés kezdetben drága.
- Szerszámozás: Lényegében két formáért kell fizetnie (vagy egy rendkívül összetett, kétlövéses formáért). A szerszámköltségek várhatóan ilyenek lesznek 50-100%-kal magasabb mint egy szabványos egylövésű forma.
- Gépidő: Ha 2-lövéses gépet használ, az óradíj magasabb, mint a normál sajtóé.
A hosszú távú megtakarítások
A „matricasokk” azonban általában eltűnik, ha ránézünk a Teljes tulajdonlási költség .
- Nulla összeszerelési munka: Megszünteti az alkatrészek összeragasztásának, csavarozásának vagy pattintásának munkaköltségét.
- Nincs ragasztó: Abbahagyja a drága ipari ragasztók és alapozók vásárlását.
- Minőségellenőrzés: Kiküszöböli az összeszerelési hibák kockázatát (pl. ha egy dolgozó elfelejti beszerelni a tömítést).
Az ítélet: Ha kis mennyiséget (1000 egység alatt) gyárt, a túlformázás túlzott mértékű lehet – maradjon a kézi összeszerelésnél. A nagy volumenű gyártás (10 000 egység) esetében azonban a munkaerő-megtakarítás szinte mindig meghaladja a magasabb szerszámköltséget.
Overmolding partner kiválasztása
Nem minden fröccsöntő műhely tudja kezelni az átöntést. Speciális felszerelést és mélyebb anyagtudományi ismereteket igényel. A beszállító ellenőrzésekor figyeljen a következő három dologra:
- Kétlövéses tapasztalat: Kérjen mintákat. Ha csak „betétformázást” végeznek (kézzel betölthető alkatrészek), akkor nagy mennyiségű pontossággal küzdhetnek.
- Anyag szakértelem: Kérdezd meg őket, "Milyen minőségű TPE-t ajánl az üveggel töltött nejlonhoz való ragasztáshoz?" Ha erre nem tudnak azonnal válaszolni, vagy felajánlják, hogy beszélnek az anyagszállítójukkal, fuss.
- Szimulációs szoftver: Használnak Moldflow elemzést? A szimuláció kritikus fontosságú a túlöntésnél, hogy megjósolhassuk, hogyan fog a második anyag átfolyni az elsőn anélkül, hogy újra megolvadna vagy vetemedne.
Következtetés
Az overmolding az egyik leghatékonyabb módja annak, hogy termékét „funkcionálisból” „piacvezetővé” emelje. Egy egyszerű műanyag házat tartós, ergonomikus és prémium eszközzé varázsol.
Míg a tervezési szabályok szigorúbbak, és a kezdeti szerszámok befektetést jelentenek, a megtérülés – a termékteljesítményben, az esztétikában és az összeszerelés megtakarításában – tagadhatatlan.
Akár az orvosi eszközök következő generációját, akár a robusztus ipari szerszámokat tervezi, a siker kulcsa a korai együttműködésben rejlik. Ne várja meg, amíg a design lefagy. Hívja korán gyártópartnerét, hogy megbeszélje az anyagok párosítását és a leállítási helyeket, és egy életre szóló kötést biztosíthat.
Bónuszforrás: Az Overmolding kompatibilitási mátrix
A mérnökök gyakran kérdezik tőlünk, "A TPE ragaszkodik ehhez?" A válasz ritkán egyszerű igen vagy nem – ez a kémiától függ.
Használja ezt a táblázatot gyors útmutatóként. A kötvényeket három szintbe soroltuk:
- Kémiai kötés: Az anyagok a formázás során természetesen megolvadnak.
- Mechanikus zár szükséges: Kémiailag nem tapadnak meg; te kell tervezzen lyukakat vagy bemetszéseket a túlforma csapdázásához.
- Nem kompatibilis: Ezek az anyagok összeütköznek (pl. az olvadékhőmérséklet túlságosan eltérő), és nem szabad együtt használni őket.
Közös anyagpárosítások
| Aljzat (merev) | TPE (sztirol) | TPU (uretán) | TPV (vulkanizálás) | Szilikon (LSR) |
|---|---|---|---|---|
| ABS | Kiváló | Jó | Fair | Alapozók szükségesek |
| Polikarbonát (PC) | Kiváló | Kiváló | Fair | Alapozók szükségesek |
| Polipropilén (PP) | Jó | Szegény | Kiváló | Szegény |
| Nylon (PA6 / PA66) | Nehéz * | Fair | Fair | Szegény |
| Polisztirol (PS) | Jó | Szegény | Szegény | Szegény |
| POM (acetál) | Szegény | Szegény | Szegény | Szegény |
Mérnöki szakértői tippek ehhez a diagramhoz
1. A „nylon probléma”
Észre fogja venni, hogy a Nylon (PA) „Nehéz” jelzéssel van megjelölve. Ez a leggyakoribb csapda az új tervezők számára. A nylon higroszkópos (elnyeli a nedvességet) és magas hőállósággal rendelkezik. A szabványos TPE azonnal leválik.
- A megoldás: Meg kell adnia a módosított TPE minőség kifejezetten nejlon tapadásra tervezve. A nylon hordozót is melegen kell tartani (gyakran előmelegíteni), hogy a TPE ne fagyjon meg abban a pillanatban, amikor megérinti a felületet.
2. A „Tetszik, mint tetszik” szabály
A diagram elolvasásának titka az Polaritás .
- Poláris anyagok (ABS, PC, TPU) szívesen tapadnak más Polar anyagokhoz.
- Nem poláris anyagok (PP, PE, Standard TPE) szeretnek más, nem poláris anyagokkal is ragaszkodni.
- Keverésük (pl. TPU polipropilénen) általában kémiai módosítás nélkül meghiúsul.
3. Ha kételkedsz, kapcsold össze
Még akkor is, ha Ön „Kiváló” besorolással rendelkezik (mint például az ABS TPE), akkor is javasoljuk egy kis mechanikus retesz felszerelését, ha az alkatrész súlyosan megsérül. A tervezési szakaszban nem kerül többletbe, de a terepen biztosít védelmet a rétegvesztés ellen.
Utolsó cselekvésre ösztönzés (CTA)
Mivel ez egy B2B potenciális ügyfelek generálásáról szóló cikk, itt van egy javasolt záró CTA a diagram után:
"Még mindig bizonytalan vagy abban, hogy az anyagkombinációd működni fog?
Ne találgasson a penész költségvetésével. Az IMTEC Mouldnál több ezer egyedi alkatrészt öntöttünk át. Küldje el nekünk 3D-s fájlját vagy anyaglistáját még ma, és mérnökeink ingyenes DFM (Design for Manufacturability) felülvizsgálatot végeznek, hogy biztosítsák az anyagok tökéletes kötését – még mielőtt az acélt vágná.”
Gyakran ismételt kérdések az overmoldingról
K: Mi a különbség a lapkás fröccsöntés és a ráöntés között?
V: A fő különbség a folyamat, nem az eredmény. Beillesztett díszléc magában foglalja egy előre kialakított alkatrész (gyakran fém vagy merev műanyag) öntőformába helyezését kézzel a második anyag befecskendezése előtt. Overmolding (konkrétan kétlövéses fröccsöntés) egy folyamatos, automatizált folyamat, ahol a gép befecskendezi az első anyagot, és azonnal befecskendezi a második anyagot ugyanabba a szerszámba. A betétes fröccsöntés általában jobb kis mennyiségben, míg a kétlövéses ráöntés jobb nagy mennyiségű tömeggyártáshoz.
K: Miért hámlik le (leválódik) az öntött részem?
V: A hámlás általában három ok egyike miatt következik be:
- Kémiai összeférhetetlenség: Két olyan anyagot választott, amelyek nem tapadnak természetesen (pl. TPU-t polipropilénre).
- Hideg szubsztrátum: Ha az első merev rész túlságosan lehűl a második anyag befecskendezése előtt, nem olvadnak meg.
- Szennyeződés: Formázáskor az aljzat felületén lévő por vagy olaj megakadályozza a tapadást.
K: Fémre lehet önteni a műanyagot?
V: Igen. Ez szinte mindig ezen keresztül történik Beillesztési forma . Gyakori példák közé tartozik a puha fogantyú fémkulcsra öntése vagy a műanyag szigetelés fröccsöntése a réz elektromos érintkezők köré. Mivel a fém és a műanyag nem kötődik kémiailag, te kell alakítsa ki a fémrészt lyukakkal, recézéssel vagy hornyokkal, hogy a műanyag mechanikusan rögzülhessen rajta.
K: Mennyibe kerül a fröccsöntés a szabványos fröccsöntéshez képest?
V: A szerszámköltségek várhatóan ilyenek lesznek 50-100%-kal magasabb mint egy szabványos egylövésű szerszám, mert a szerszám bonyolultabb. Azonban a darab ár (egységenkénti költség) gyakran csökken, mert megszűnik a kézi összeszerelés és a ragasztók munkaerőköltsége. A 10 000 darabot meghaladó gyártási sorozatok esetén a ráöntés általában a költséghatékonyabb megoldás.
K: Mi a minimális falvastagság a fröccsöntött réteghez?
V: Minimális vastagságot javasolunk 0,5 mm (0,020 hüvelyk) a puha TPE réteghez. Bármi, ami ennél vékonyabb, hajlamos elszakadni a kilökődés során, vagy leválik a szélein. Az 1,5–3,0 mm közötti vastagság az ideális, ha a legjobb „puha tapintású” érzést nyújtja, anélkül, hogy nyomot hagyna.

