
A vaku az egyik leggyakoribb hiba a fröccsöntésben – és az egyik leggyakrabban rosszul diagnosztizált hiba. Az elválasztó vonalakon, kilökőcsapokon vagy betétfelületeken megjelenő felesleges anyag vékony bordáit gyakran csak a folyamatparaméterek okolják, amikor a kiváltó ok gyakran a szerszámozás. Ez az útmutató szisztematikus diagnosztikai keretet biztosít, amely mind a hét kiváltó ok-kategóriára kiterjed, számszerűsített megelőzési szabványokat és korrekciós prioritási mátrixot biztosít a villanás hatékony kiküszöbölése érdekében.
1. Mi az a penészesedés?
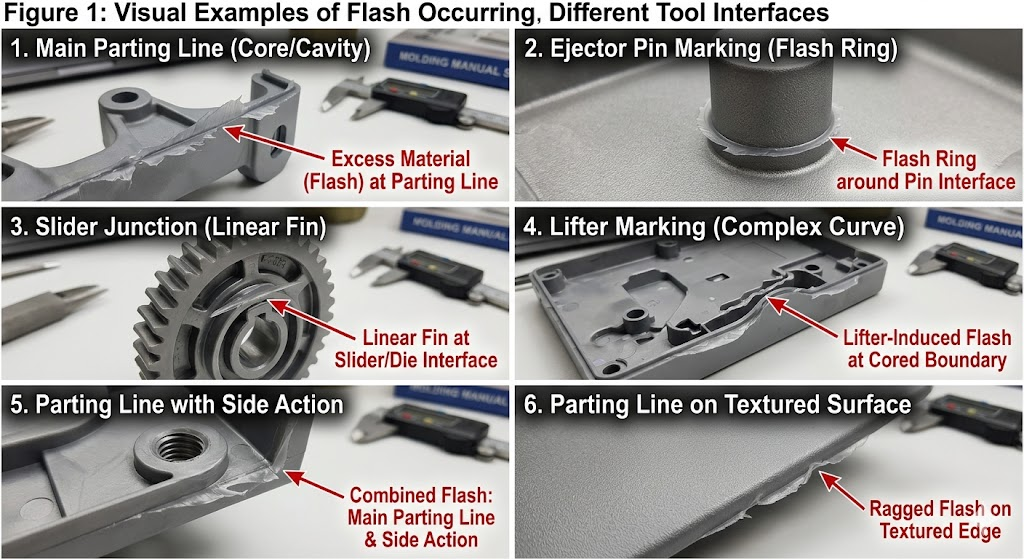
A villanás (és: villogó, sorja) olyan felesleges anyag, amely fagyás előtt a szerszám bármely résén keresztül távozik a formaüregből. Vékony bordaként, hálóként vagy tollas élként jelenik meg, amely az alkatrészhez van rögzítve:
- Elválasztó vonalak - a leggyakoribb hely
- Kidobócsap interfészek — kör alakú vakugyűrűk a tűlapok körül
- Csúszda és emelő felületek — lineáris bordák az oldalirányú érintkezési felületek mentén
- Határok beszúrása — a fémbetét kerületein a betétlécben
- Szellőztető helyek — ha a szellőzőnyílások túlméretezettek vagy erodáltak
- Elzáró felületek — magos elemekben és átmenő furatokban
A vaku nem pusztán kozmetikai. Hozzáadja a másodlagos vágási műveleteket, kockáztatja az összeszerelési zavarokat, éles peremeket hoz létre (sérülések és tömítések meghibásodásának veszélye), és az orvosi vagy élelmiszerrel érintkező alkalmazásokban szabályozási nem megfelelőséget vált ki. Ennél is fontosabb, hogy rést jelez a formarendszerben, amely ha nem kezelik, minden egyes lövéssel fokozatosan kiszélesedik.
2. A hét kiváltó ok kategória
A vakunak mindig ugyanaz a közvetlen oka – a nyomás alatt álló anyag rést talál. De ennek a szakadéknak az eredete hét különböző kategóriába sorolható, amelyek mindegyike más-más korrekciós intézkedést igényel.
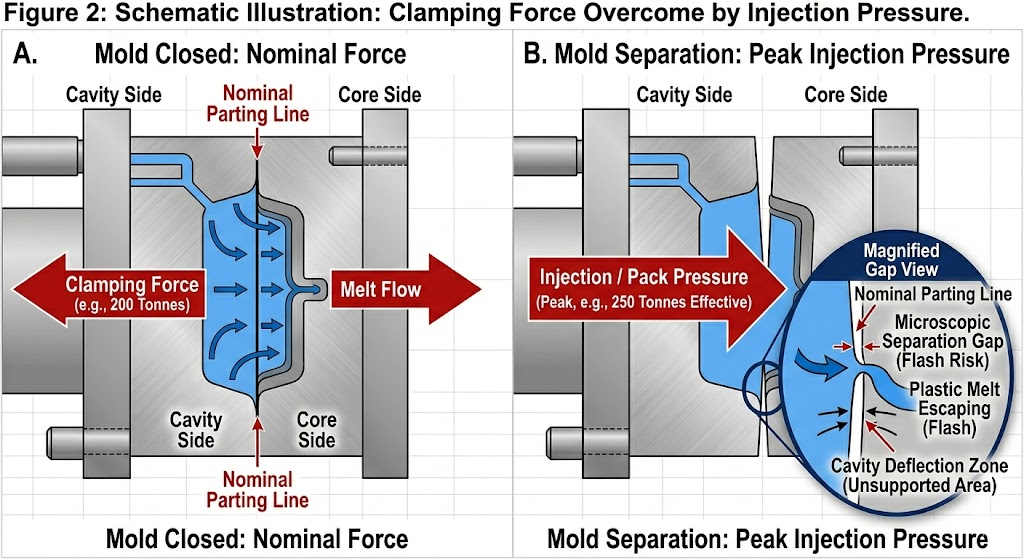
2.1 Nem megfelelő szorítóerő
A leggyakrabban figyelmen kívül hagyott ok. Ha a befecskendezési nyomás meghaladja a prés effektív szorító erejét az alkatrész és a futórendszer vetített területén, a formalemezek pillanatnyilag szétválnak a töltés és a csomagolás során – dinamikus rést hozva létre az elválasztó vonalon.
Diagnosztikai ellenőrzés:
Szükséges szorítóerő (tonna) = vetített terület (cm²) × üregnyomás (MPa) ÷ 100180 cm²-es vetített területű alkatrész esetén (beleértve a csúszóbetéteket is) 80 MPa átlagos üregnyomás mellett:
Szükséges bilincs = 180 × 80 ÷ 100 = minimum 144 tonnaAdjon hozzá 20–25%-os biztonsági ráhagyást → minimum 175-180 tonna.
Ha ezt az alkatrészt 150 tonnás présen futtatjuk, az elválasztó vonal felvillanását eredményezi, függetlenül minden egyéb paraméter beállításától.
Gyakori hiba: A vetített terület kiszámítása csak az alkatrészből, a futórendszer nélkül. A nyúlvány, a futószalagok és a kapuk jelentős előrevetített terület- és üregnyomást biztosítanak.
| Anyag | Tipikus üregnyomás-tartomány | Szorítóerő hüvelykujjszabály |
|---|---|---|
| PP, PE (vékonyfalú) | 40-80 MPa | 0,4-0,8 t/cm² |
| ABS, PS | 50-90 MPa | 0,5-0,9 t/cm² |
| PA6, PA66 | 60-100 MPa | 0,6-1,0 t/cm² |
| PC, PC/ABS | 80-130 MPa | 0,8-1,3 t/cm² |
| PPS, LCP | 90-150 MPa | 0,9-1,5 t/cm² |
| POM | 70-110 MPa | 0,7-1,1 t/cm² |
2.2 Elválasztófelület kopása vagy sérülése
Az elválasztó felület (PS) az elsődleges tömítés az üreg és az atmoszféra között. Bármilyen eltérés a tökéletes síkságtól – legyen szó kopásról, ütési sérülésről, szikraforgácsolási szikraerózióról vagy nem megfelelő felületi keménységről – lehetővé teszi az anyag kiszabadulását.
Kritikus tűréshatárok:
| Forma mérete | Maximális megengedett PS-simasági eltérés | Javasolt acélkeménység |
|---|---|---|
| Kicsi (<250 × 250 mm) | 0,005 mm | 48–52 HRC |
| Közepes (250-500 mm) | 0,008 mm | 48–52 HRC |
| Nagy (>500 mm) | 0,010-0,012 mm | 44–48 HRC |
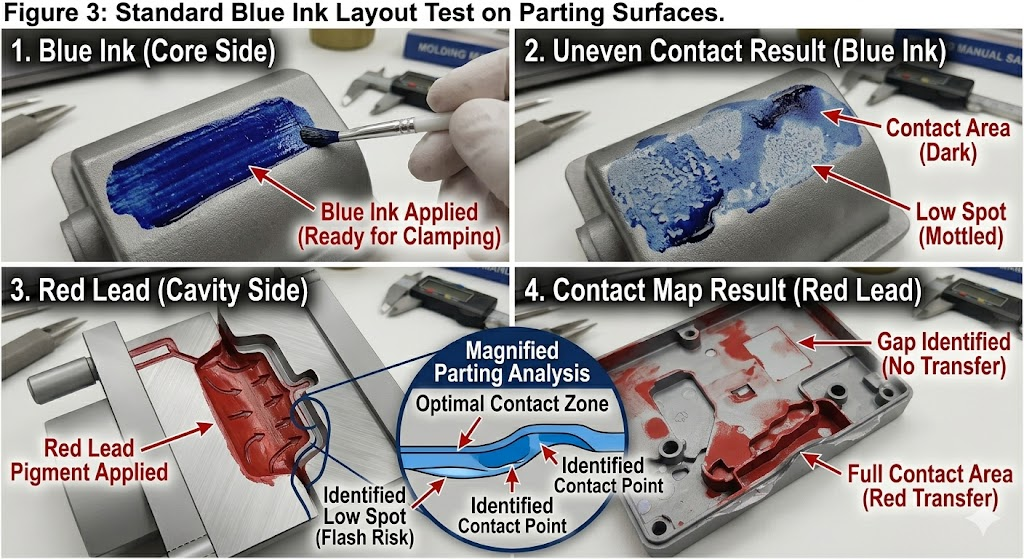
Ellenőrzési jegyzőkönyv: Kék tinta átviteli teszt vagy hézagmérő söprés a teljes elválási felületen. Bármilyen 0,010 mm-nél nagyobb rés egy áruanyagon vagy 0,005 mm-nél kisebb viszkozitású anyagon (LCP, PPS) felvillanási kockázatot jelent.
Javítási módszerek súlyosság szerint:
| A sérülés típusa | Javítási módszer | Átfutási idő |
|---|---|---|
| Kisebb kopás (<0,05 mm alacsony terület) | Lézeres hegesztés utánfényezés | 1-3 nap |
| Mérsékelt kopás (0,05-0,2 mm) | Permetező hegesztés vagy AWI hegesztési újragép | 3-5 nap |
| Ütés sérülés / horpadás | Lézeres hegesztés EDM újraszikra | 2-4 nap |
| Széles körű kopás (>0,2 mm) | Full PS re-sik a felületi köszörűn | 3-7 nap |
| Ismételt villanás ugyanazon a helyen | Keményfelületű hegesztés (Stellite) utánfényezés | 5-10 nap |
2.3 Túl nagy befecskendezési sebesség vagy nyomás
Még egy geometriailag tökéletes forma is felvillan, ha a folyamatparaméterek az üreg nyomását túllépik a szorítóerő-kapacitáson, vagy ha a befecskendezési sebesség elég nagy ahhoz, hogy hidraulikus ékhatást hozzon létre az elválasztó vonalon, mielőtt a szorító tonnamennyiség teljesen kialakulna.
Flash-indukáló folyamat feltételei:
- A befecskendezési sebesség olyan magasra van állítva, hogy az üreg 0,3 másodperc alatt megtelik – a csúcsnyomás-csúcs egy pillanatra meghaladja a bilincs kapacitását
- A nyomás a befecskendezési nyomás 80%-a fölé van beállítva alacsony viszkozitású anyagon
- A tartási idő meghosszabbodik a kapu fagyásán túl – a folyamatos nyomás a kapu lefagyása után átviszi az erőt a formalemezekre, nem pedig az alkatrésztömítésre
- Túl magas olvadékhőmérséklet – csökkenti a viszkozitást, az anyag agresszívebben áramlik bármely résbe
A folyamat beállítási sorrendje (a szerszámozási beavatkozás előtt):
- Csökkentse a befecskendezési sebességet 10%-os lépésekben – ellenőrizze, hogy csökken-e a vaku
- Csökkentse a csomagnyomást a töltési nyomás 60–70%-ára
- Ellenőrizze, hogy a tartási idő nem haladja meg a kapu lefagyási idejét (használja a kapu lefagyási vizsgálatát)
- Csökkentse az olvadék hőmérsékletét 5-10 °C-kal
- Ha a vaku mind a négy beállítás után továbbra is fennáll – a kiváltó ok a szerszámozás, nem a feldolgozás
2.4 Az anyag viszkozitása túl alacsony
Az alacsony viszkozitású anyagok résekbe áramlanak, amelyeket a szabványos viszkozitású anyagok áthidalnak. Ez az oka annak, hogy a PPS, LCP és kis molekulatömegű PA-minőségek szigorúbb elválasztófelületi tűréseket igényelnek, mint az ABS vagy PP.
Melt Flow Index (MFI), mint a villanásveszély jelzője:
| MFI-tartomány (g/10 perc) | Flash kockázati kategória | Maximális megengedett PS Gap |
|---|---|---|
| < 5 | Alacsony | 0,020 mm |
| 5–20 | Mérsékelt | 0,015 mm |
| 20–50 | Magas | 0,010 mm |
| > 50 (pl. LCP, vékonyfalú PP) | Nagyon magas | 0,005-0,008 mm |
Anyagtétel variáció: Az MFI ±15–25%-os eltérést mutathat az azonos besorolási osztályon belüli tételek között. A felvillanási küszöbön futó penész az egyik tételnél felvillanhat a következővel. Mindig ellenőrizze a bejövő MFI-t a penész minősítési adatokkal.
2.5 A penész hőmérséklete túl magas
A megemelt formahőmérséklet csökkenti az olvadékréteg viszkozitását az elválasztó felülettel érintkezve, meghosszabbítva azt az időtartamot, amely alatt az anyag elég folyékony ahhoz, hogy áthatoljon a réseken. Ez különösen fontos:
- Éles olvadáspontú kristályos anyagok (POM, PPS, PA)
- Az anyagok az ajánlott formahőmérséklet-tartomány felső határa közelében futnak
- Melegcsatornás formák, ahol az elosztó hőelnyelése helyileg megemelheti a formalemez hőmérsékletét
Ökölszabály: A szerszámhőmérséklet minden 10°C-kal az ajánlott minimum fölé emelkedve körülbelül egy viszkozitási fokozattal növeli a villanásérzékenységet – ami az MFI 20%-os növekedésének felel meg.
2.6 Formatervezési hiányosságok
Az öntőforma kialakításának geometriai jellemzői, amelyek belső felvillanási kockázatot okoznak:
Nem támogatott elválasztófelület fesztávok: A nagy, lapos elválasztó felületek tartóoszlopok nélkül elhajlanak az üreg nyomására. Egy 400 × 400 mm-es támasztatlan P20 acél formalemez 80 MPa nyomáson 0,03–0,08 mm-rel elhajlik – ez elegendő ahhoz, hogy felvillanjon a kerületen.
Támogatási oszlop tervezési szabály: Maximális támasztatlan fesztáv a tartóoszlopok között = 150 mm közepes teherbírású formák esetén. Nagynyomású anyagokhoz (PC, PPS) adjon hozzá oszlopokat 120–130 mm-es középpontokban.
Nem megfelelő földszélesség az elválási vonalnál: A „földnek” – a keskeny lapos sávnak, amely közvetlenül az üreg mellett van az elválasztó felületen – elég szélesnek kell lennie ahhoz, hogy ellenálljon a nyomás által kiváltott deformációnak. Javasolt minimális talajszélesség:
| Anyag | Minimális talajszélesség |
|---|---|
| PP, PE, ABS | 3-5 mm |
| PA, POM, PC | 5-8 mm |
| PPS, LCP | 8-12 mm |
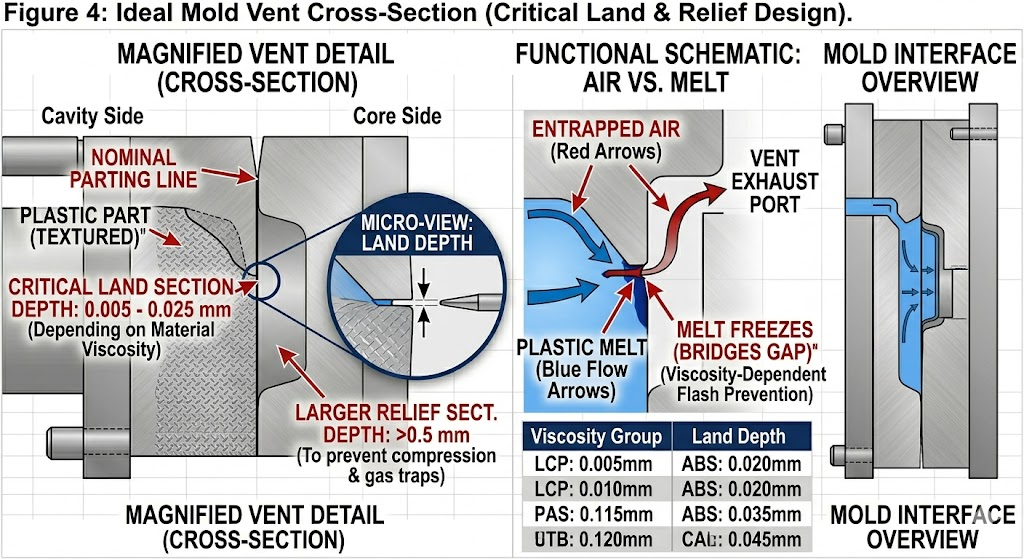
A szellőző mélysége túl mély: A szellőzőnyílások szándékos rések – ha túlméretezettek, akkor vakugenerátorokká válnak. Szabványos szellőző mélységi irányelvek:
| Anyag | Szellőztetési mélység (szárazföldi szakasz) | Szellőztetés mélysége (dombormű) |
|---|---|---|
| PP, PE | 0,015-0,025 mm | 0,5-0,8 mm |
| ABS, PS | 0,010-0,020 mm | 0,5-0,8 mm |
| PA, POM | 0,010-0,015 mm | 0,3-0,5 mm |
| PC, PC/ABS | 0,008-0,015 mm | 0,3-0,5 mm |
| PPS, LCP | 0,005-0,010 mm | 0,2-0,3 mm |
2.7 Kopott vagy rosszul beállított mozgó alkatrészek
Az oldalsó műveletek, az emelők, a maghúzások és a kilökőcsapok dinamikus interfészeket hoznak létre, amelyek minden ciklusban mozognak. Ezek az interfészek fokozatosan elhasználódnak, és a vaku leggyakoribb forrásai a nagy mennyiségű, korábban vakumentes gyártás során.
Kidobócsap villogása: A csap átmérője és a furat átmérője közötti távolságot szűk határok között kell tartani. Szabványos távolság anyag szerint:
| Anyag | Kidobócsap hézag (oldalonként) |
|---|---|
| PP, PE, ABS | 0,010-0,020 mm |
| PA, POM | 0,008-0,015 mm |
| PC, PC/ABS | 0,005-0,012 mm |
| PPS, LCP | 0,003-0,008 mm |
Ezen határértékek feletti távolságok látható tüskék felvillanását eredményezik. Alattuk csapok kötődnek és eltörnek. Ez egy kopáskezelési probléma – a csapok hézagát minden 100 000–200 000 lövés után ellenőrizni kell nagy volumenű szerszámokon.
Csúszda és emelő interfész vaku: Az oldalirányú mozgásokat irányító kopólemezek (gerincek) kopása lehetővé teszi, hogy a csúszófelület 0,01–0,05 mm-rel elmozduljon az ülőfelületétől – ez elegendő a villanáshoz. A Gib kopólemezeknek cserélhető alkatrészeknek kell lenniük bármely gyártási formán, az ellenőrzési időközökkel az öntőforma karbantartási tervében meghatározottak szerint.
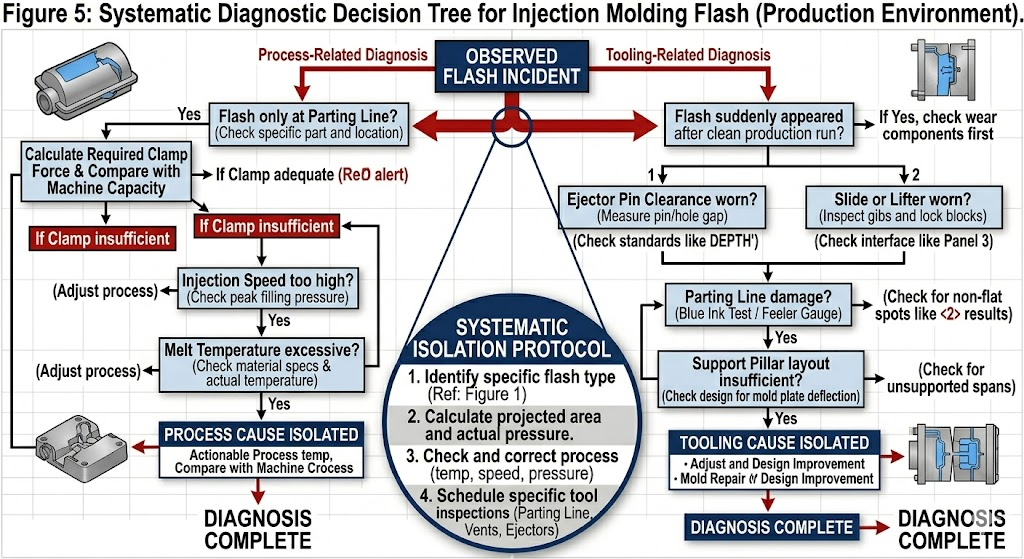
3. Flash diagnosztikai döntési fa
Használja ezt a szekvenciát a kiváltó ok azonosításához anélkül, hogy szükségtelenül szét kellene bontani a formát:
FLASH MEGFIGYELÉS│├── Csak az elválásnál villog?│ ├── IGEN → Először ellenőrizze a szorítóerő számítását│ │ → Ezután ellenőrizze a PS laposságát (kék tinta teszt)│ │ → Ezután csökkentse a befecskendezési sebességet/csomagnyomást│ └── NEM → Folytatás lent│├── Csak a kilökőcsapoknál villog?│ └── IGEN → Mérje meg a csap és a furat közötti távolságot│ → Ellenőrizze a csap hosszát (hosszú csapok = nagyobb érintkezési nyomás)│ → A bilincs bezárása előtt győződjön meg arról, hogy a kilökőlemez visszatérő nyílása teljesen a helyén van│├── Villog a csúszó/emelő felületen?│ └── IGEN → Vizsgálja meg a gib kopólemezeket (hínármérő)│ → Ellenőrizze a csúszó támasztóerőt/reteszelési szöget│ → Ellenőrizze a sarokblokk érintkezését│├── Vaku a szellőzőnyílásokon?│ └── IGEN → Mérje meg a szellőző mélységét (cél: újravágás a specifikáció szerint)│ → Ellenőrizze a szellőző erózióját (koptató üveggel töltött anyag)│├── X tiszta produkció után hirtelen megjelent a vaku?│ └── IGEN → Kopással kapcsolatos okok (hordás, elválasztó felület, kilökőcsapok)│ → Ütemezze be a penészvizsgálatot / megelőző karbantartást│└── Megvan a vaku az első öntőforma felvételétől? └── IGEN → Tervezési vagy kivitelezési minőségi probléma → Ellenőrizze a szorítóerő számítását → Ellenőrizze az elválasztófelület csiszolási minőségét → Ellenőrizze a tartóoszlop elrendezését → Ellenőrizze a szellőzőnyílások mélységét az előírásoknak megfelelően
4. Megelőzési szabványok penészgyártási fázis szerint
A legköltséghatékonyabb vakumegelőzés még azelőtt megtörténik, hogy a penész lefutja az első felvételt.
4.1 Tervezési fázis
- Futtassa le a formaáramlási üregnyomás-szimulációt – ellenőrizze, hogy a csúcsnyomás × a vetített terület nem haladja meg a tervezett présbilincs kapacitás 80%-át
- Tervezzen tartóoszlopokat ≤150 mm-es középpontokban minden 60 MPa feletti üregnyomáshoz
- Adja meg a minimális földszélességet anyagkategóriánként (2.6. szakasz)
- Tervezze meg a szellőző mélységet az anyagspecifikáció szerint – ne hagyatkozzon az alapértelmezett megmunkálási ráhagyásokra
- Adja meg a kilökőcsap hézagát a formarajzon – a tűrésblokkon kell megjelennie, nem szabad a gépész megítélésére bízni
4.2 Formagyártási fázis
- A végső összeszerelés előtt ellenőrizze az elválasztó felület síkságát a felületcsiszolón – dokumentálja a mérést
- Kék tinta teszt a teljes összeszerelés után – 100%-os elválasztófelületi érintkezés szükséges az első próba előtt
- Mérje meg és jegyezze fel az összes kilökőcsap-hézagot – legalább 5 mintacsap per formát, teljes készlet kritikus formákhoz
- Az első befecskendezés előtt ellenőrizze a tárgylemez rögzítését préselési terhelés alatt – használjon agyagot vagy Fuji Prescale fóliát
4.3 Első cikk próbafázis
- Kezdje 50%-os befecskendezési sebességgel és 60%-os csomagnyomással – fokozatosan növelje
- A folyamatablak felső határának rögzítése (felvillanás kezdete) – ez egy kritikus formaminősítési paraméter
- Dokumentumfeldolgozási ablak szélessége: a rövid lövés kezdete és a villanás kezdete közötti különbségnek ≥15%-nak kell lennie a befecskendezési nyomásnak egy robusztus formához
4.4 Gyártási fázis
- Határozza meg a megelőző karbantartási intervallumokat a következőkhöz: elválasztófelület ellenőrzése (200 000 lövésenként), kopáslemez mérése (minden 150 000 lövés), kilökőcsap hézag ellenőrzése (nagy mennyiségű szerszámok esetén 100 000 lövésenként)
- Kövesse nyomon a villanáseseményeket hely szerint az SPC rendszerben – a progresszív villanás egy helyen elhasználódik, mielőtt minőségi meneküléssé válik
- Tartsa fenn az MPI bejövő ellenőrzési nyilvántartásait – hozza összefüggésbe a gyors incidenseket az MPI-adatokkal
5. Javító akció prioritási mátrix
Ha a gyártás során felvillanást észlel, használja ezt a mátrixot a korrekciós intézkedések költség- és hatékonyság szerinti rangsorolásához:
| Akció | Költség | Ideje a megvalósításhoz | Hatékonyság | Prioritás |
|---|---|---|---|---|
| Csökkentse a befecskendezési sebességet/csomagnyomást | Nulla | Azonnali | Magas (if process-caused) | 1 |
| Ellenőrizze a szorítóerő megfelelőségét – váltson nagyobb préselésre | Alacsony | Ugyanaz a műszak | Meghatározó a szorítás okozta vaku esetén | 2 |
| Kék tinta teszt – azonosítsa a PS érintkező rést | Alacsony | 2-4 óra | Diagnosztikai, nem korrekciós | 3 |
| PS mélypontok lézeres hegesztési javítása | Közepes | 1-3 nap | Állandó a kopás okozta vakuhoz | 4 |
| Cserélje ki a kopott gib kopólemezeket | Alacsony–Medium | 4-8 óra | Állandó csúsztatható vakuhoz | 5 |
| Cserélje ki a kilökőcsapokat (túlméretezett hézag) | Alacsony | 4-8 óra | Állandó tűs vakuhoz | 6 |
| Csiszolja újra az elválasztó felületet | Közepes | 3-7 nap | Állandó a széles körben elterjedt PS-viseléshez | 7 |
| Tartóoszlopok hozzáadása (tervezési hiányosság) | Magas | 2-4 hét | Tartós az elhajlás okozta vaku esetén | 8 |
| Növelje az acél keménységét (újra illessze be keményebb acélba) | Magas | 3-6 hét | Hosszú távú kopásmegelőzés | 9 |
6. Speciális esetek: Magas bevillanási kockázatú anyagok
PPS és LCP
Mindkét anyag olvadékviszkozitása 3-5-ször alacsonyabb, mint az ABS feldolgozási hőmérsékleten. Minden olyan rést megtalálnak és kihasználnak, amelyet a szabványos anyagok áthidalnak. A PPS-t vagy LCP-t futtató formákat kezdettől fogva szigorúbb tűréshatárokra kell építeni – a szabványos tűrésű szerszámok utólagos felszerelése a PPS működéséhez ritkán költséghatékony.
Kötelező követelmények:
- S136 vagy 420SS üreges acél (korrózió és keménység)
- Elválasztófelület síksága ≤0,005 mm
- A kilökőcsap hézaga ≤0,006 mm oldalanként
- Szellőztetés mélysége ≤0,008 mm szárazföldi szakasz
- Támoszlopok maximum 120 mm-es középpontokban
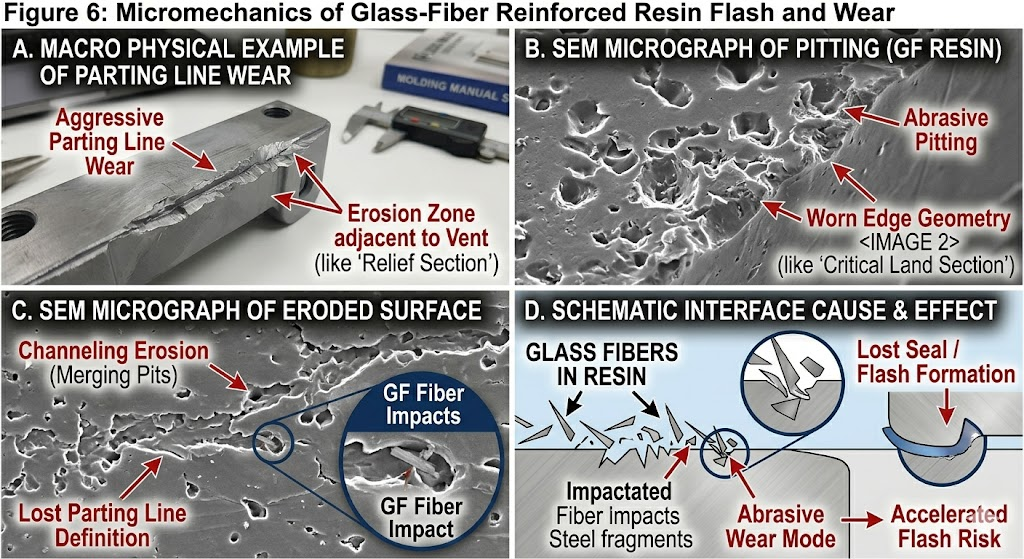
Üveggel töltött minőségek (GF30 és magasabb)
Az üvegszálak koptató hatásúak. Az elválasztó felületek, a szellőzőnyílások és a kidobócsapok furatai mind gyorsabban kopnak a GF-vel töltött gyártás során, mint a töltetlen minőségek. A karbantartási intervallumokat 30-40%-kal kell csökkenteni a kitöltetlen anyagtervekhez képest. Az edzett acélbetétek (≥50 HRC) használata erősen kopásveszélyes helyeken (kaputerületeken, a kapu melletti elválasztó vonalon) erősen ajánlott.
Vékonyfalú alkatrészek (<1,0 mm-es fal)
A vékony falú alkatrészek nagy befecskendezési sebességet és nyomást igényelnek – az üreg nyomását a présbilincs kapacitásának felső határáig tolják. A rövid felvétel és a vaku közötti folyamatablak nagyon szűk (néha az injekciós nyomás 5%-a alatti). Ezekhez a formákhoz a következők szükségesek:
- Precíziós elválasztófelület (≤0,005 mm-es síkság)
- Nagyobb nyomás, mint amennyit a bilincs számítás önmagában javasol (30%-os margó hozzáadása)
- Valós idejű üregnyomás-érzékelők – zárt hurkú présvezérlés a villanás megakadályozására
7. A Flash költsége: Miért kifizetődő az elimináció?
A minőségbiztosítási rendszerekben ritkán számolják el pontosan a Flash költségét. A valós költség a következőket tartalmazza:
| Költség Element | Tipikus tartomány alkatrészenként | Megjegyzések |
|---|---|---|
| A munka megvágása | 0,05–0,40 USD | A vaku helyétől és elérhetőségétől függ |
| Szerszámkopás a vaku miatt (gyorsított PS sérülés) | 0,01–0,05 USD amortizálva | A vaku lekoptatja a PS-t, ami romló ciklust hoz létre |
| Megnövekedett selejt arány (a villanás az alkatrész elutasítását okozza) | a termelési érték 1-5%-a | Magaser for tight-tolerance parts |
| Összeszerelősor leállások (a villanás illeszkedési problémákat okoz) | Változó | Kiválthatja az ügyfelek visszaterhelését |
| Az ügyfél visszaküldése / helyszíni hibák | Magas | Főleg felületek tömítésére |
| Formajavítási állásidő | 500–5000 dollár eseményenként | Plusz elveszett gyártási lehetőség |
Egy közepes darabszámú alkatrész esetében 500 000 alkatrész/év áron, 0,20 USD/rész vágási költséggel és 2%-os vakuval kapcsolatos hulladékkal, a megoldatlan vaku éves költsége meghaladja 150 000 dollár — sokkal több, mint a megfelelő elválasztófelület-javítás vagy a penészkarbantartási program költsége.
8. Következtetés
A villanás tünet, nem kiváltó ok. A végleges megoldáshoz meg kell határozni, hogy a hét kiváltó ok kategória – szorítóerő, szétválási felület állapota, folyamatparaméterek, anyagviszkozitás, formahőmérséklet, tervezési hiányosság vagy alkatrészkopás – közül melyik a tényleges hajtóerő. A folyamatbeállítások önmagukban ideiglenesen elnyomják a vakut; a szerszámozás és a tervezési korrekciók végleg megszüntetik.
A legköltséghatékonyabb stratégia a megelőzés: az elválasztó felületek, tartószerkezetek és szellőző-geometriák tervezése az adott anyagnak megfelelő specifikáció szerint, valamint olyan strukturált megelőző karbantartási program végrehajtása, amely felfogja a kopást, mielőtt az minőségi meneküléssé válna.
Kapcsolódó cikkek:
- Annak megértése, hogy mi a rövid lövés a fröccsöntésben: okok, megoldások és megelőzés
- Zsugorodás és vetemedés szabályozása fröccsöntésben: Műszaki útmutató OEM-eknek
- Fröccsöntő szerszám átdolgozása: Átalakíthat egy 2-üreges szerszámot 4-üregűvé?
- A fröccsöntő szerszámok javításának végső útmutatója: lézeres hegesztési és felületkezelési technikák
- Kiválasztási útmutató a nagy pontosságú fröccsöntő acélhoz
IMTEC forma | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kína | [email protected] | 86 153 5648 7586

