
A kis térfogatú fröccsöntés valósága: a szakadék áthidalása
A gyártás svagyán gyakran falba ütközünk. Túlnőtted a 3D nyomtatás ingatag tűrőképességét, de még nem állsz készen arra, hogy 50 000 dollárt dobj egy edzett acélformára, amelynek megépítése három hónapig tart. Itt van Kis térfogatú fröccsöntés (LVIM) Ez az „édes hely” a hardvercsapatok számára, akiknek valódi alkatrészekre, valódi anyagokra és valódi sebességre van szükségük – vállalati szintű adósság nélkül.
Miről is beszélünk tulajdonképpen?
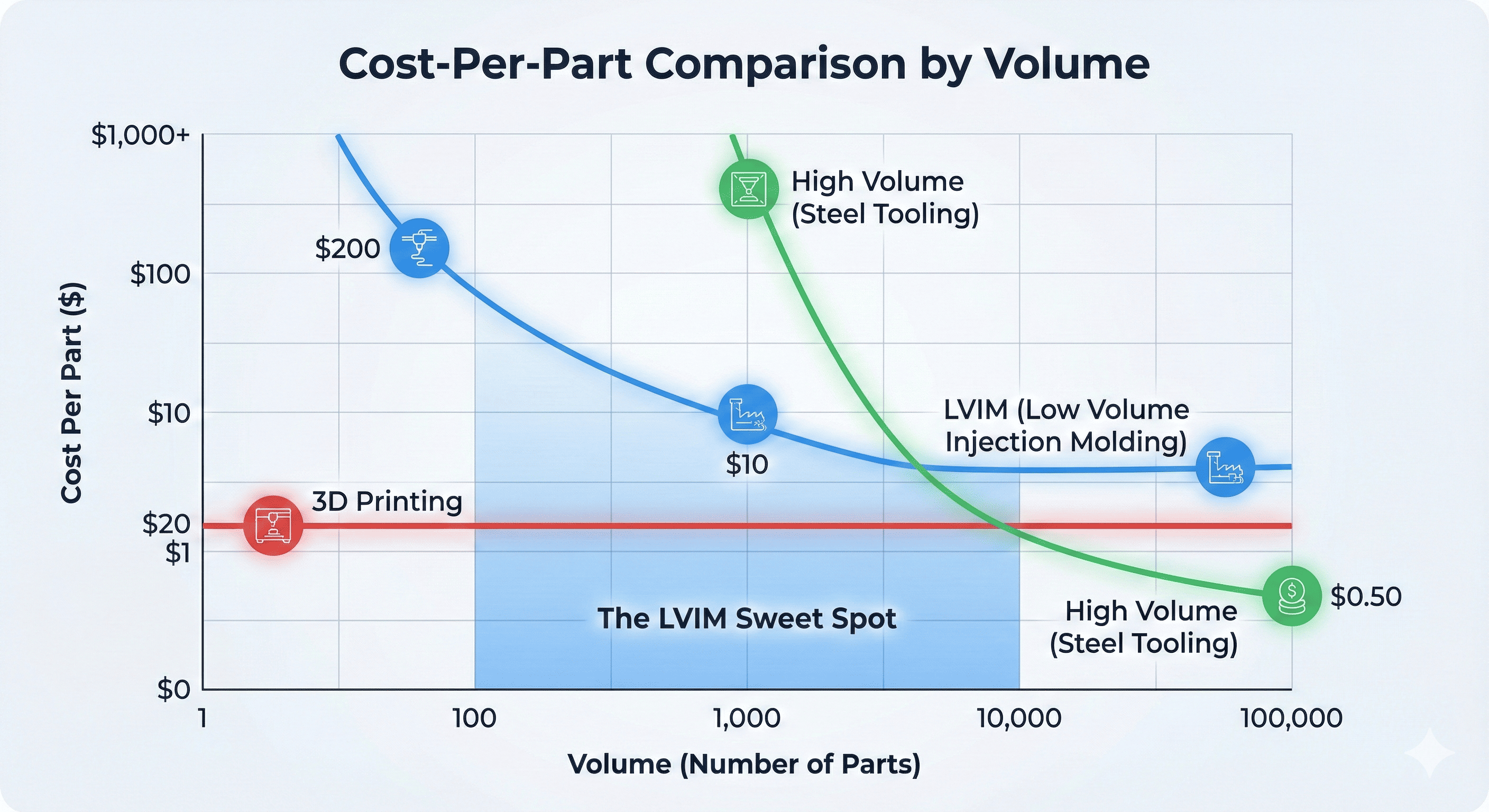
Gondoljon az LVIM-re a tömeggyártás agilis rokonának. Míg a hagyományos fröccsöntés megszállottjai a „ciklusok millióinak”, az LVIM-et a 100-10 000 egység tartományban.
Az igazi varázslat a szerszámüzletben történik. Az edzett acél megmunkálásával eltöltött fárasztó hetek helyett kiváló minőségű anyagokat használunk alumínium vagy előedzett acélötvözetek. Miért? Mert az alumínium gyorsabban leadja a hőt, és úgy vág, mint a vaj. Ezzel eltolódik a beszélgetés a „Hány hónapig?” a "Hány nap a kiszállításig?"
Miért bajlódna az LVIM-mel?
Őszintén szólva, a legnagyobb nyeremény nem csak az alacsonyabb ár, hanem a nyugalom.
- Piaci tesztelés kockázat nélkül: Képzeld el, hogy piacra dobsz egy terméket, rájössz, hogy a gombok „pépszerűek”, és egy 60 000 dolláros eszközt kell kiselejtezni. Kis térfogatú fröccsöntéssel elforgatható. Ha a piac más textúrát vagy enyhe finomítást szeretne a markolaton, a pénztárcája nem fog ordítani, amikor frissíti az alumínium betétet.
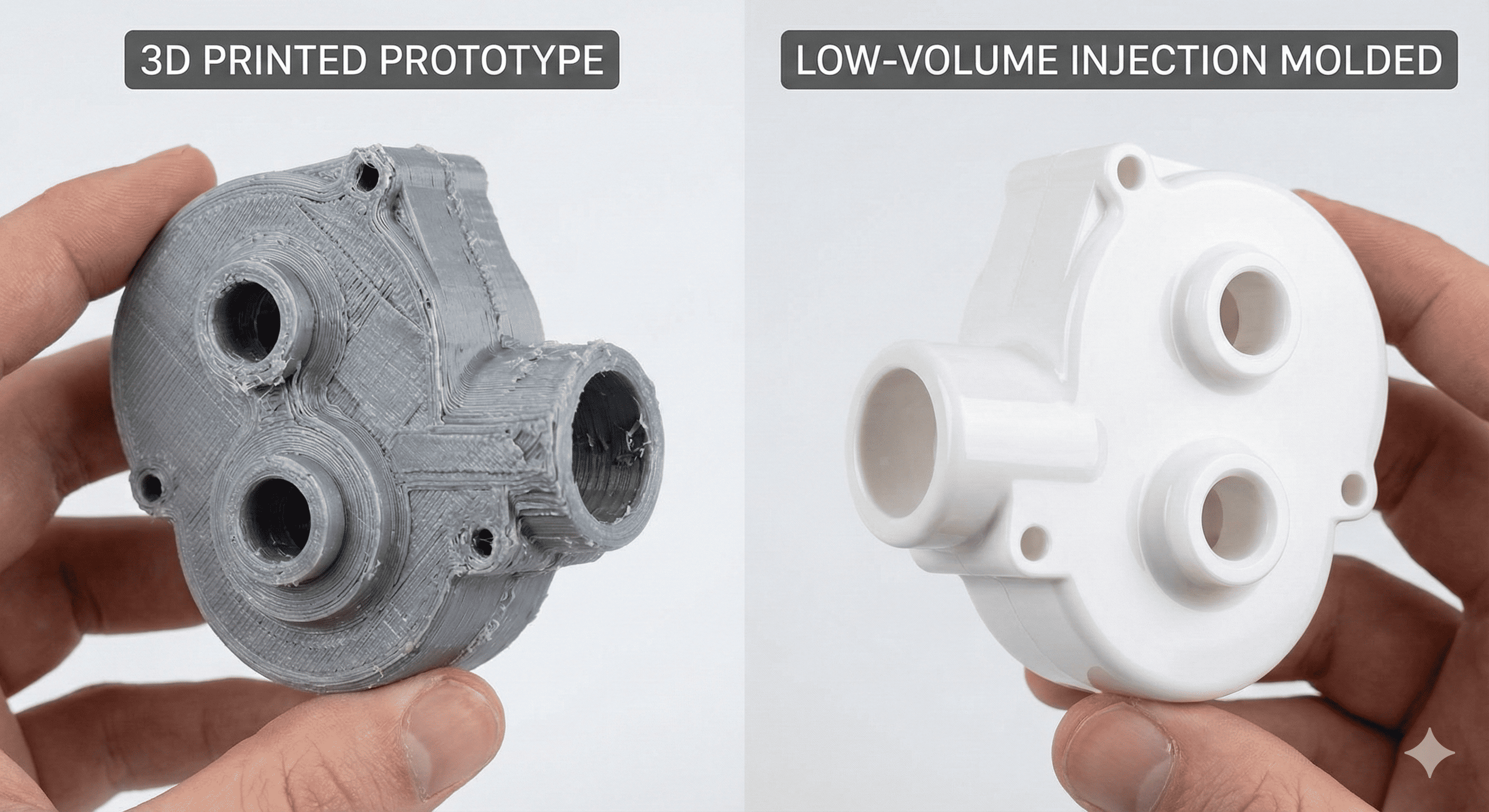
- Az „valódi anyag” előnye: Legyünk őszinték, a 3D nyomatok olyanok, mint a 3D nyomatok. Kiválóan alkalmasak vizuális ellenőrzésre, de nem úgy viselkednek, mint a végtermék. Az LVIM a pontos gyártási minőségű hőre lágyuló műanyagok (mint például az ABS, a PC vagy a nejlon) ügyfelei valóban megtartják. Már az első naptól megkapja a kiskereskedelmi termékek bepattanó illeszkedését, hőállóságát és felületkezelését.
- Hídszerszámok: Amíg a masszív „többüreges” acélformádat valahol egy gyárban faragják, az alumínium „híd” szerszámod már kiszivattyúzza az alkatrészeket. Ön a piacon van, bevételt generál, és visszajelzéseket gyűjt, miközben versenytársai még mindig a CAD-fájlokat nézik.
A kompromisszum
Ez azonban nem minden napsütés és gyors átfutási idő. Az alumínium szerszámok puhábbak. Nem bírják egymillió felvételt, és előfordulhat, hogy fel kell áldoznia a legbonyolultabb belső hűtősorokat. De egy startupnak vagy egy K+F csapatnak? Ez egy olyan kompromisszum, amelyet a legtöbben egy szívdobbanás alatt megtennénk.
Arról van szó, hogy a lehető leggyorsabban „elég jóvá” váljon ahhoz, hogy „nagyszerű” legyen az ügyfelek szemében.
Mikor kell meghúzni a ravaszt: A megfelelő pillanat kiválasztása kis térfogatú fröccsöntéshez
Könnyű beleragadni a „csak 3D-s nyomtatás” gondolkodásmódba, de eljön az a pont, amikor ennek már nincs értelme – mind a költségvetés, mind a józanság szempontjából. Az LVIM nem csak egy középút; ez egy stratégiai lépés. Szóval, mikor érdemes valójában használni?
1. A prototípuskészítés záróvizsga
Tekintse ezt a „béta” fázisnak. Elkészítette FDM- vagy SLA-nyomatait, és a forma megfelelőnek tűnik. De elpattan a klip? A belső elektronika hője megvetemíti a burkolatot? Ha kis mennyiségű öntést használ a végső prototípusokhoz, akkor teszteli a tényleges fizika részről. Láthatja, hogyan folyik be a műanyag a sarkokba, és hogyan zsugorodik – valós adatok, amelyeket egyszerűen nem kaphat meg a nyomtatótól.
2. A „híd” építése
Vitathatatlanul ez a leggyakoribb használati eset. Tegyük fel, hogy a terméke siker, és nagy kapacitású acélformát rendelt. Ennek az eszköznek a megjelenése 12-16 hétig tarthat. Megengedheti magának, hogy négy hónapot várjon az értékesítés megkezdésével? Valószínűleg nem. A „Bridge Tool” (egy alumínium öntőforma) átsegíti az első néhány hónapot. Mozgásban tartja a futószalagot, miközben a nagy teherbírású vasat még kovácsolják.
3. Kísérleti gyártás és kis rések
Néha az „alacsony hangerő” valójában a „teljes hangerőt” jelenti. Ha orvosi eszközöket, csúcskategóriás autóipari műszerkészleteket vagy speciális drón-alkatrészeket épít, előfordulhat, hogy évente csak 2000 egységre lesz szüksége. Ezekben az esetekben 80 000 dollárt költeni egy többüregű szerszámra csak rossz üzlet. Az LVIM az Ön állandó termelési megoldásává válik, alacsonyan tartja a rezsijét és egészségesen tartja a haszonkulcsot.
Az anyagi játékkönyv: Mit formálhatsz valójában?
Az emberek gyakran kérdezik: „Használhatom ugyanazt a műanyagot, mint a nagyfiúk?” Teljesen. Valójában ez az egész lényeg.
The Heavy Hitters: Hőre lágyuló műanyagok
A legtöbb, amit megérintünk – a fogkefétől az autó burkolatáig – hőre lágyuló műanyagból készül. Ezek a sorozat sztárjai, mert többször megolvaszthatók, injekciózhatók és hűthetők.
- ABS: A megbízható igásló. Kemény, ütésálló és gyönyörűen befejeződik.
- Polikarbonát (PC): Amikor világosnak vagy hihetetlenül erősnek kell lennie.
- Nylon (PA): A mérnöki választás olyan fogaskerekekhez és mozgó alkatrészekhez, amelyeknek ellenállniuk kell a kopásnak.
A szakemberek: termoszetek
Ezek egy másik fajta. Ha megszilárdulnak, készen vannak – mint egy süteménysütésnél, nem lehet visszaolvasztani a tésztába. Fantasztikusak magas hőmérsékletű környezetben vagy elektromos szigetelésben, ahol egyáltalán nem lehet nyomás alatt megolvadni az alkatrész.
A harcos kiválasztása
Az anyag kiválasztása nem csak az erőről szól; a „zsugorodásról” van szó. A különböző műanyagok eltérően viselkednek, amikor egy forma hideg falához ütköznek. Ha a projekt felénél anyagot cserél, előfordulhat, hogy az alkatrészek többé nem illeszkednek egymáshoz. Mindig jobb, ha a gyártási célú anyagot a kis volumenű szakaszban választja ki, hogy elkerülje a későbbi kellemetlen meglepetéseket.
Mikor kell meghúzni a ravaszt: A megfelelő pillanat kiválasztása kis térfogatú fröccsöntéshez
Könnyű beleragadni a „csak 3D-s nyomtatás” gondolkodásmódba, de eljön az a pont, amikor ennek már nincs értelme – mind a költségvetés, mind a józanság szempontjából. Az LVIM nem csak egy középút; ez egy stratégiai lépés. Szóval, mikor érdemes valójában használni?
1. A prototípuskészítés záróvizsga
Tekintse ezt a „béta” fázisnak. Elkészítette FDM- vagy SLA-nyomatait, és a forma megfelelőnek tűnik. De elpattan a klip? A belső elektronika hője megvetemíti a burkolatot? Ha kis mennyiségű öntést használ a végső prototípusokhoz, akkor teszteli a tényleges fizika részről. Láthatja, hogyan folyik be a műanyag a sarkokba, és hogyan zsugorodik – valós adatok, amelyeket egyszerűen nem kaphat meg a nyomtatótól.
2. A „híd” építése
Vitathatatlanul ez a leggyakoribb használati eset. Tegyük fel, hogy a terméke siker, és nagy kapacitású acélformát rendelt. Ennek az eszköznek a megjelenése 12-16 hétig tarthat. Megengedheti magának, hogy négy hónapot várjon az értékesítés megkezdésével? Valószínűleg nem. A „Bridge Tool” (egy alumínium öntőforma) átsegíti az első néhány hónapot. Mozgásban tartja a futószalagot, miközben a nagy teherbírású vasat még kovácsolják.
3. Kísérleti gyártás és kis rések
Néha az „alacsony hangerő” valójában a „teljes hangerőt” jelenti. Ha orvosi eszközöket, csúcskategóriás autóipari műszerkészleteket vagy speciális drón-alkatrészeket épít, előfordulhat, hogy évente csak 2000 egységre lesz szüksége. Ezekben az esetekben 80 000 dollárt költeni egy többüregű szerszámra csak rossz üzlet. Az LVIM az Ön állandó termelési megoldásává válik, alacsonyan tartja a rezsijét és egészségesen tartja a haszonkulcsot.
Az anyagi játékkönyv: Mit formálhatsz valójában?
Az emberek gyakran kérdezik: „Használhatom ugyanazt a műanyagot, mint a nagyfiúk?” Teljesen. Valójában ez az egész lényeg.
The Heavy Hitters: Hőre lágyuló műanyagok
A legtöbb, amit megérintünk – a fogkefétől az autó burkolatáig – hőre lágyuló műanyagból készül. Ezek a sorozat sztárjai, mert többször megolvaszthatók, injekciózhatók és hűthetők.
- ABS: A megbízható igásló. Kemény, ütésálló és gyönyörűen befejeződik.
- Polikarbonát (PC): Amikor világosnak vagy hihetetlenül erősnek kell lennie.
- Nylon (PA): A mérnöki választás olyan fogaskerekekhez és mozgó alkatrészekhez, amelyeknek ellenállniuk kell a kopásnak.
A szakemberek: termoszetek
Ezek egy másik fajta. Ha megszilárdulnak, készen vannak – mint egy süteménysütésnél, nem lehet visszaolvasztani a tésztába. Fantasztikusak magas hőmérsékletű környezetben vagy elektromos szigetelésben, ahol egyáltalán nem lehet nyomás alatt megolvadni az alkatrész.
A harcos kiválasztása
Az anyag kiválasztása nem csak az erőről szól; a „zsugorodásról” van szó. A különböző műanyagok eltérően viselkednek, amikor egy forma hideg falához ütköznek. Ha a projekt felénél anyagot cserél, előfordulhat, hogy az alkatrészek többé nem illeszkednek egymáshoz. Mindig jobb, ha a gyártási célú anyagot a kis volumenű szakaszban választja ki, hogy elkerülje a későbbi kellemetlen meglepetéseket.
A kód feltörése: a folyamat és az árcímke
Hogyan juthatunk el a digitális fájlból két hét alatt egy doboznyi alkatrészre? Ez nem varázslat, de megköveteli a hagyományos gyártásból származó „zsír levágását”.
A CAD-től az üregig: Az LVIM folyamat
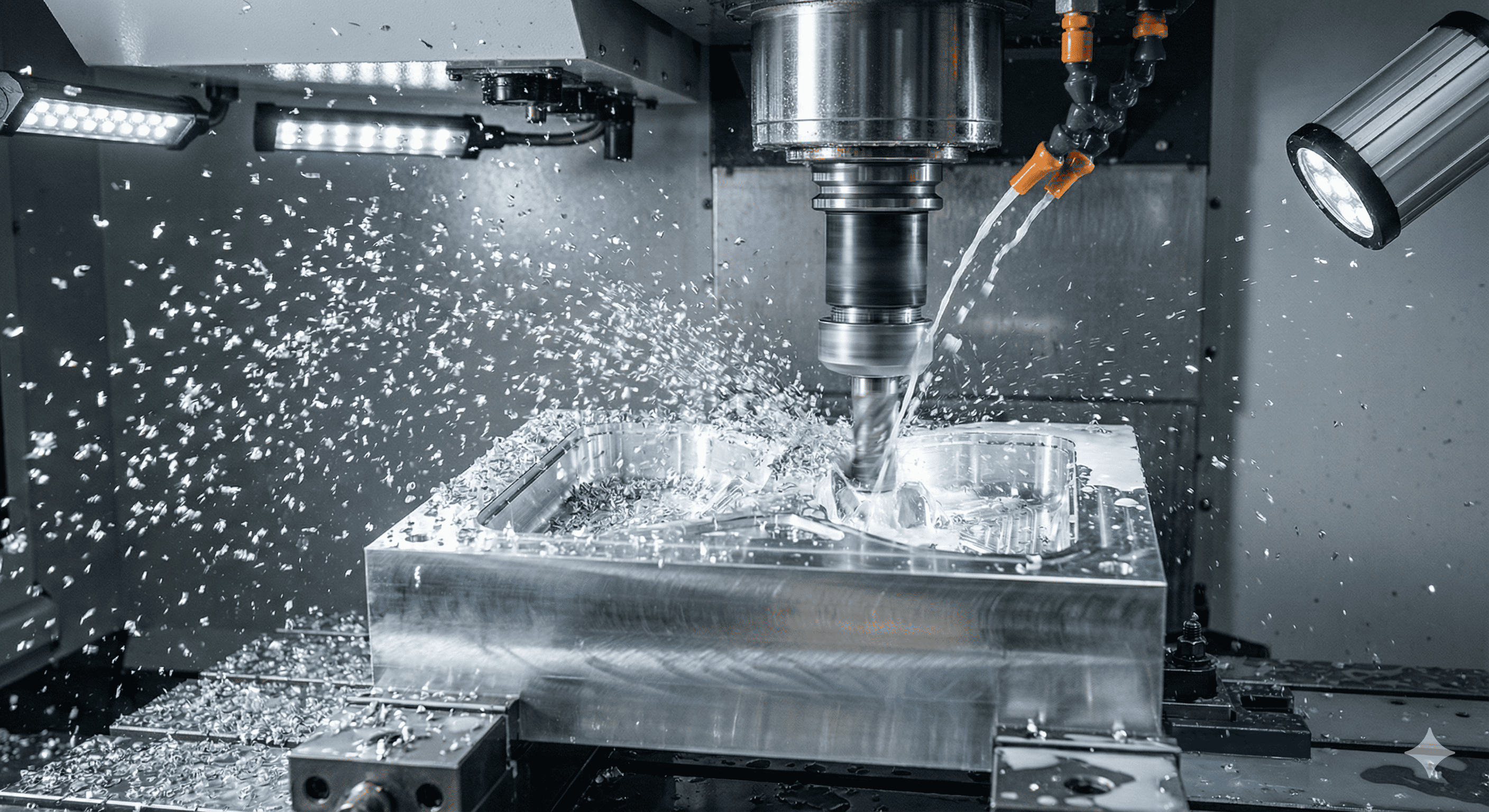
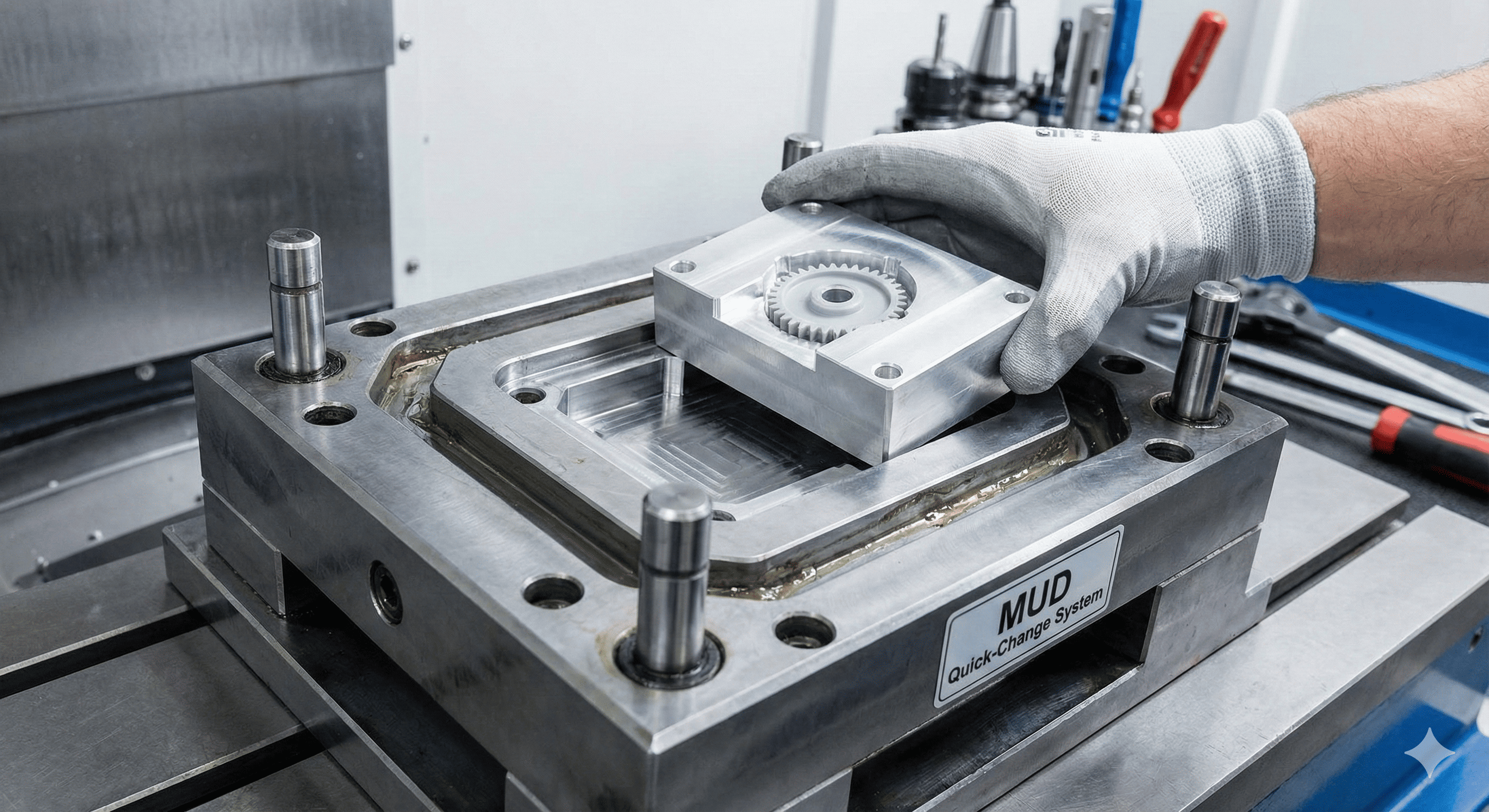
A nehézemelés közben történik Formatervezés . A nagy volumenű gyártás során a ciklusidő minden mikromásodperce miatt aggódik, ezért összetett „vízköpenyt” épít a hűtéshez. Kis térfogatú fröccsöntésnél egyszerűsítjük. használjuk Master Unit Die (MUD) alapok – szabványos keretek, amelyek egyedi betéteket tartalmaznak. Ez azt jelenti, hogy csak az „üreget” (az alkatrész formáját) kell kivágnunk, nem pedig az egész masszív fémtömböt.
Miután az öntőformát megmunkálták – általában nagy sebességű CNC-vel – a présbe szorítják. Maga az injekciós ciklus a nyomás és a hőmérséklet tánca. Az olvadt gyantát betolják a szerszámba, hatalmas nyomás alatt tartják, hogy elkerüljék a „süllyedésnyomokat”, majd kipattannak belőle. Mivel alumíniumot használunk, a szerszám gyorsan leadja a hőt, ami jó bónusz a dolgok mozgásában.
Minőségellenőrzés: nem „olcsó”, csak „gyors”
Gyakori tévhit, hogy az „alacsony hangerő” „alacsony minőséget” jelent. A valóságban az alkatrészek gyakran jobban mert a gyártási sorozatok rövidebbek. Egy kezelő sokkal jobban tud 500 alkatrészt szemmel tartani, mint 500 000-et. Továbbra is ellenőrizzük a tűréshatárokat CMM-ekkel (Coordinate Measuring Machines), és biztosítjuk, hogy a szín megfeleljen a márka specifikációinak.
A nagy kérdés: mennyibe fog ez kerülni?
Beszéljünk a számokról – vagy legalábbis arról, hogy mi hajtja őket. A fröccsöntésben mindig harcolsz a Kezdeti beállítási költség .
1. A szerszámokról szóló törvényjavaslat: Ez a legnagyobb akadályod. Az LVIM esetében egy tartományt keres – talán 2000 dollárt egy egyszerű felszerelésért, és akár 15 000 dollárt egy összetett, „mellékhatásokkal” (mozgó alkatrészekkel a formában) rendelkező burkolatért. Hasonlítsa össze ezt egy gyártási acélszerszám 50 000 dollárral.
2. Alkatrész ára: Íme a fogás. Az Ön „alkatrészenkénti” költsége magasabb lesz, mint tömeges méretekben. Miért? Mert a beállítási időt és a gépi kalibrációt millió helyett 500 egységre osztja.
3. A geometria számít: „nulla fokos” falat szeretne? Vagy egy mély, keskeny lyuk? Ez növeli a költségeket. Ha tudsz tervezni nagyvonalú huzatszögek (elkeskenyedő oldalak), könnyebben kiugrik az alkatrész, tovább tart a penész, és csökken az ára.
Hogyan spóroljunk meg néhány nagyot
Ha karcsúsítani szeretné a számlát, gondolja át Felületi kidolgozás . A magasfényű, „A osztályú” tükörbevonat emberi lény által végzett kézi polírozást igényel órákon át. Ha meg tud élni egy „Protomold” textúrájú felülettel vagy egy szabványos gépi felülettel, jelentős mennyiségű változtatást és néhány napos átfutási időt takarít meg.
A rivalizálás: Kis volumenű formázás vs. The Field
A gyártási módszer kiválasztása nem lehet találgatásos játék. Általában ez a „kiegyenlítési” ponthoz vezet. Mikor szűnik meg a 3D nyomtató sebessége, hogy előnyt jelentsen? Mikor válik túlzásba egy CNC megmunkálású blokk költsége?
Íme a „csalólap”, amellyel a legtöbb mérnök dönt:
| Funkció | 3D nyomtatás (SLA/SLS) | CNC megmunkálás | Kis térfogatú fröccsöntés |
|---|---|---|---|
| Legjobb mennyiség | 1-10 rész | 1-50 rész | 100-10.000 alkatrész |
| Átfutási idő | 2-5 nap | 1-2 hét | 2-4 hét |
| Anyagválasztás | Korlátozott (gyanták/szálak) | Bármilyen fém vagy műanyag | Korlátlan (Gyanták gyártása) |
| Felületi kidolgozás | Látható rétegek (durva) | Szerszámnyomok (sima) | Kiskereskedelmi használatra kész (Csiszolt/texturált) |
| Egységköltség | Rögzített (magas) | Magas | Hangerővel csökken |
A „költségek áthidalása”
Gondoljon erre a következőképpen: A 3D nyomtatás olyan, mint egy taxizás. Kényelmes egy rövid utazáshoz, de nem használná autóval az egész országot. A kis térfogatú fröccsöntés olyan, mint egy autó lízingelése. Kezdetben van egy kis papírmunka és előleg (a penészköltség), de utána minden kilométer – vagy minden alkatrésze – lényegesen olcsóbb.
Valós hatás: A SolarSack sikere
Nézzünk egy valós példát. Egy dán cég hívott SolarSack egyszerű, életmentő terméket fejlesztett ki: egy műanyag zacskót, amely UV-sugárzást használ a víz tisztítására.
Szükségük volt egy speciális vízcsapra, amely élelmiszer-minőségű, szivárgásmentes és elég olcsó a fejlődő piacokhoz.
- A probléma: A 3D nyomtatás nem tudta kezelni az élelmiszer-minőségű anyagokra vonatkozó követelményeket, és egy „teljes méretű” acélforma 40 000 dolláros kockázatot jelentett egy startup számára.
- A megoldás: Használtak Kis térfogatú fröccsöntés . Lehetővé tette számukra, hogy a csapok hat különböző dizájnját ismételhessék anélkül, hogy elveszítenék az ingeiket.
- Az eredmény: Ezzel a „puha” szerszámmal gyártották le az első 10 000 egységet. Miután a termék bizonyítottan sikeres volt, és a tervezést lezárták, végül beruháztak a „nehéz” acélgyártó szerszámokba.
Mi következik? A kis tételek jövője
Eltávolodunk az „egy méretben” gyári modelltől. Az LVIM jövője egyre okosabb és zöldebb.
- AI-vezérelt formák: Egyre több olyan szoftvert látunk, amely mesterséges intelligencia segítségével „megjósolja”, hogyan fog folyni a műanyag, még mielőtt a fémet megvágnánk. Ez azt jelenti, hogy a soron kívüli első rész sokkal valószínűbb, hogy tökéletes lesz, csökkentve a hulladékot.
- Környezetbarát gyanták: A „körforgásos gazdaság” céljainak térnyerésével egyre több üzlet kínál újrahasznosított gyanták or bio alapú műanyagok (mint a kukoricakeményítőből készültek) kifejezetten rövid távú projektekhez. Ez egy nagyszerű lehetőség a márkák számára termékeik „zöld” verzióinak tesztelésére anélkül, hogy komoly gyártási átalakítást kellene vállalniuk.
- Asztali automatizálás: A kisméretű robotkarokat ma már kis üzletekben is használják az alkatrészek „kiszedésére és elhelyezésére”, ami segít a kis volumenű futások munkaerőköltségeit versenyképesen tartani a tengerentúli tömeggyártáshoz képest.
A lényeg
A kis térfogatú fröccsöntés nem csak a tömeggyártás „költségvetési” változata. Ez egy eszköz a gyors mozgásúak számára. Azoknak a csapatoknak szól, akik jó minőségű terméket szeretnének ügyfeleik kezébe adni, miközben versenytársaik még mindig a prototípuson vitatkoznak.
Becsomagolás: a kis mennyiség formálja a következő lépését?
Leírtuk a „hogyan”, a „mit” és a „mennyit”. De a nap végén a kis mennyiségű fröccsöntés több, mint egy sor tétel a gyártási költségvetésben – ez egy stratégia a túléléshez egy olyan piacon, amely fénysebességgel mozog.
Az Elvihető
Ha olyan tervezésen ül, amely készen áll a világra, ne hagyja, hogy a hagyományos gyártás „Mindent vagy semmit” mítosza visszatartson. Nem kell választania a játéknak tűnő műanyag alkatrész (3D nyomtatás) és a hatalmas pénzügyi szerencsejáték (edzett acél szerszámok) között.
A kis térfogatú fröccsöntés a következőket nyújtja:
- A professzionális él: Olyan alkatrészek, amelyek úgy néznek ki és működnek, mintha egy kiskereskedelmi polcra lennének.
- Pénzügyi légzőszoba: Alacsonyabb előzetes költségek, amelyek lehetővé teszik, hogy tőkéjét a marketingre és a növekedésre tartsa.
- A forgatás képessége: Ha ügyfelei változást szeretnének, akkor nem házasodik össze egy 50 000 dolláros vasdarabbal.
Utolsó tipp a boltból
Mielőtt elküldi CAD-fájljait árajánlatért, tegyen magának egy szívességet: Korán beszéljen a formálójával. Egy tízperces beszélgetés a huzatszögekről vagy a falvastagságról gyakran több ezer dollárt takaríthat meg a szerszámok módosítása során. A legtöbb kis példányszámú bolt hozzászokott ahhoz, hogy „rendetlen” K+F fájlokkal dolgozzon – azt várják, hogy segítsen finomítani a formatervezésben. Használja ki ezt a szakértelmet.
Összefoglaló táblázat: Egy alkatrész életciklusa
| fázis | Mennyiség | Gól | Legjobb Módszer |
|---|---|---|---|
| Koncepció | 1-5 | Form & Fit | 3D nyomtatás |
| Érvényesítés | 10-50 | Funkcionális tesztelés | CNC megmunkálás |
| Piaci bevezetés | 100-5k | Bevétel és visszajelzés | Kis térfogatú fröccsöntés |
| Mass Scale | 50k | Egységköltség optimalizálása | Magas Volume (Steel) |
Az „ötlet” és a „termék” közötti szakadék szűkebb, mint valaha. Akár a következő nagyszerű orvosi eszközt építi, akár a fogyasztói technológia egy résszeletét, az LVIM a híd, amely átvezeti Önt.
Gyakran Ismételt Kérdések
Amikor a kis mennyiségű fröccsöntésről van szó, ugyanaz a néhány kérdés szokott felbukkanni a műhelyben. Itt van az „egyenes beszéd” arról, hogy mit is kell igazán tudnod.
Pontosan mennyire alacsony az alacsony hangerő?
Bár nincs kőbe vésett törvény, az iparág általában bármit figyelembe vesz 100-10 000 egységs mint az édes hely. 100 alatt általában jobban jár a 3D nyomtatás vagy a CNC megmunkálás. 10 000 felett az alumínium öntőforma kopása és elhasználódása elkezdheti befolyásolni a tűréshatárokat, így az acélra való átállás intelligensebb, hosszú távú fogadás.
Az alkatrészeim „prototípusnak” tűnnek?
Egyáltalán nem. Ez a szépsége. Mivel valódi fröccsöntő préseket és gyártási minőségű gyantákat használunk, az alkatrészei ugyanolyan súlyúak, szerkezetűek és szerkezeti integritásúak lesznek, mint a nagydobozos kiskereskedőknél vásárolt termékek. Ha konkrét textúrát szeretne (például matt felületet vagy szikrafoltos felületet), azt közvetlenül a formára vihetjük fel.
Változtathatok-e az öntőformán, miután megépült?
Igen – egy bizonyos pontig. Sokkal könnyebb távolítsa el a fémet mint hozzátenni. Ha kisebb lyukat vagy falvékonyságot kell készíteni, általában többet tudunk „megmunkálni” a formából. Az anyag hozzáadása (az alkatrész vastagabbá tétele) bonyolultabb, és hegesztést vagy új betétet igényelhet. Ezért olyan népszerű az alumínium; az edzett acélhoz képest hihetetlenül elnéző és gyorsan módosítható.
Miért rövidebb az átfutási idő?
A hagyományos öntőformák olyanok, mint a bankboltozatok – úgy készültek, hogy több millió nagynyomású ciklust is túléljenek. Ez időt vesz igénybe. Alacsony mennyiségű szerszámhasználat egyszerűsített tervek és „puhább” fémek, amelyek CNC gépen sokkal nagyobb sebességgel vághatók. Kihagyjuk a tömeggyártásban használt összetett automatizált hűtőrendszereket is, ami heteket csökkent a gyártási ütemtervből.
Van-e korlát a felhasználható anyagoknak?
Ha hőre lágyuló műanyag, akkor formázhatjuk. Alapból Polipropilén a nagy teljesítményre PEEK vagy üveggel töltött Nylon , a folyamat mindegyiket kezeli. Az egyetlen valódi „korlát” annak biztosítása, hogy az anyagválasztás megfeleljen a forma kialakításának (mivel a különböző műanyagok eltérő mértékben zsugorodnak).
Mi van, ha végül 100 000 alkatrészre van szükségem?
Gondoljon az alacsony volumenű eszközre a „piacra lépés” eszközére. Ha az értékesítési volumen indokolja a befektetést, levonja a kis volumenű futásból levont tanulságokat – például hol jelentek meg a mosogatónyomok, vagy mely tűrések voltak szűkösek –, és alkalmazza azokat egy többüregű acélgyártó szerszámon. Lényegében az LVIM-et használta a tömeggyártási fázis „kockázatmentesítésére”.

