
Alapvető válasz: A 2-4-üreges átdolgozás műszaki megvalósíthatósága és gazdasági értékelése
A fröccsöntő szerszám átalakítása 2-üregesből 4-üregessé technikailag magas kockázatú és általában magában foglalja a formaalap elrendezésének teljes újratervezését, a futómű kiegyensúlyozását és a hűtés integrációját. A közvetlen válasz: Hacsak az öntőformát eredetileg nem „hídformának” tervezték előre meghatározott távolsággal, vagy nem használ cserélhető lapkarendszert, a módosítás költsége és a gyártás meghibásodásának kockázata gyakran meghaladja az új, 4 üreges szerszám megépítésének költségeit.
Kritikus technikai akadályok az üreg megduplázódásában
Az üregek számának megkétszerezése nem pusztán fizikai tér kérdése; alapvető újraértékelését igényli Fröccsöntő folyadék dinamika .
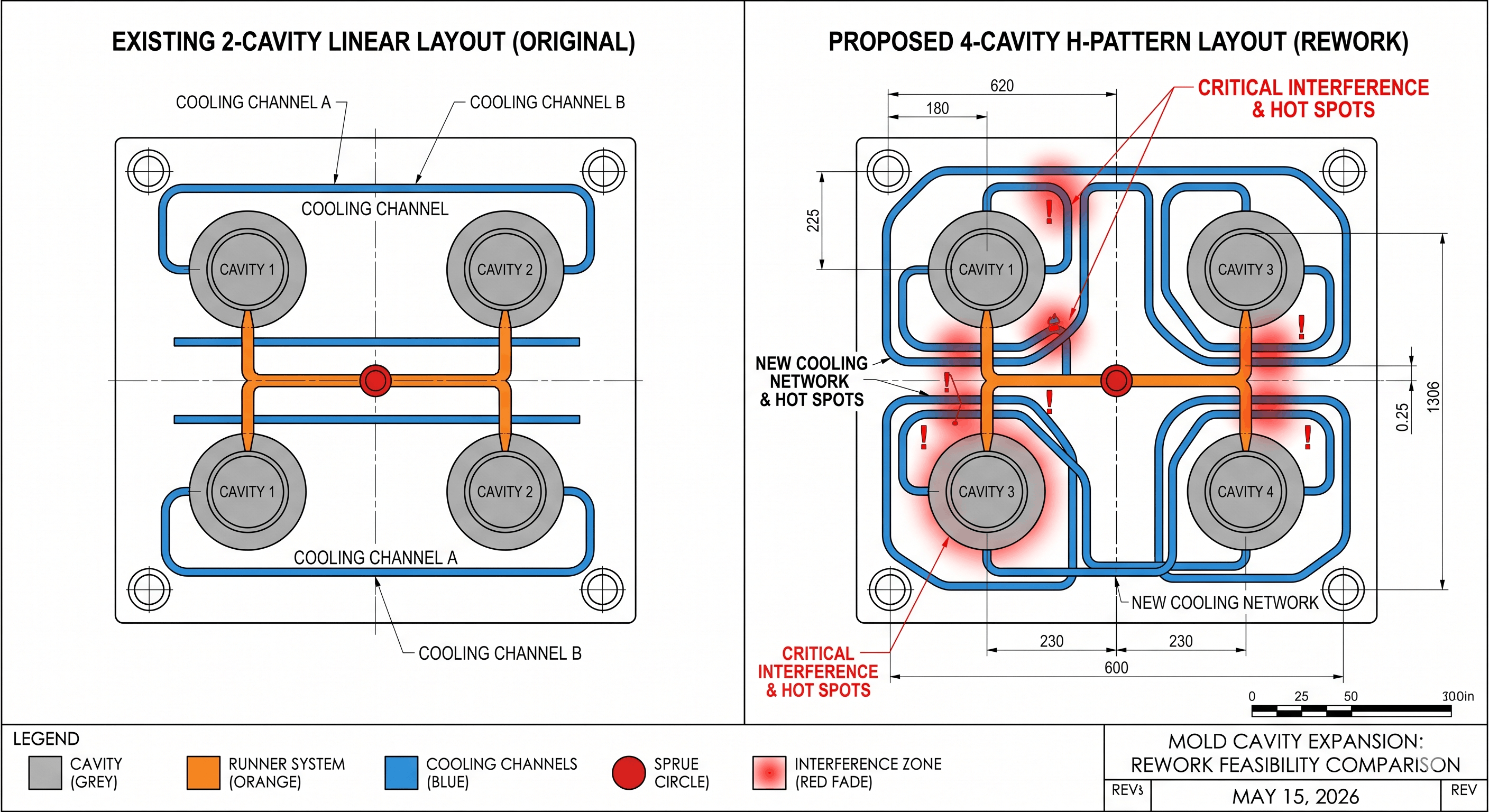
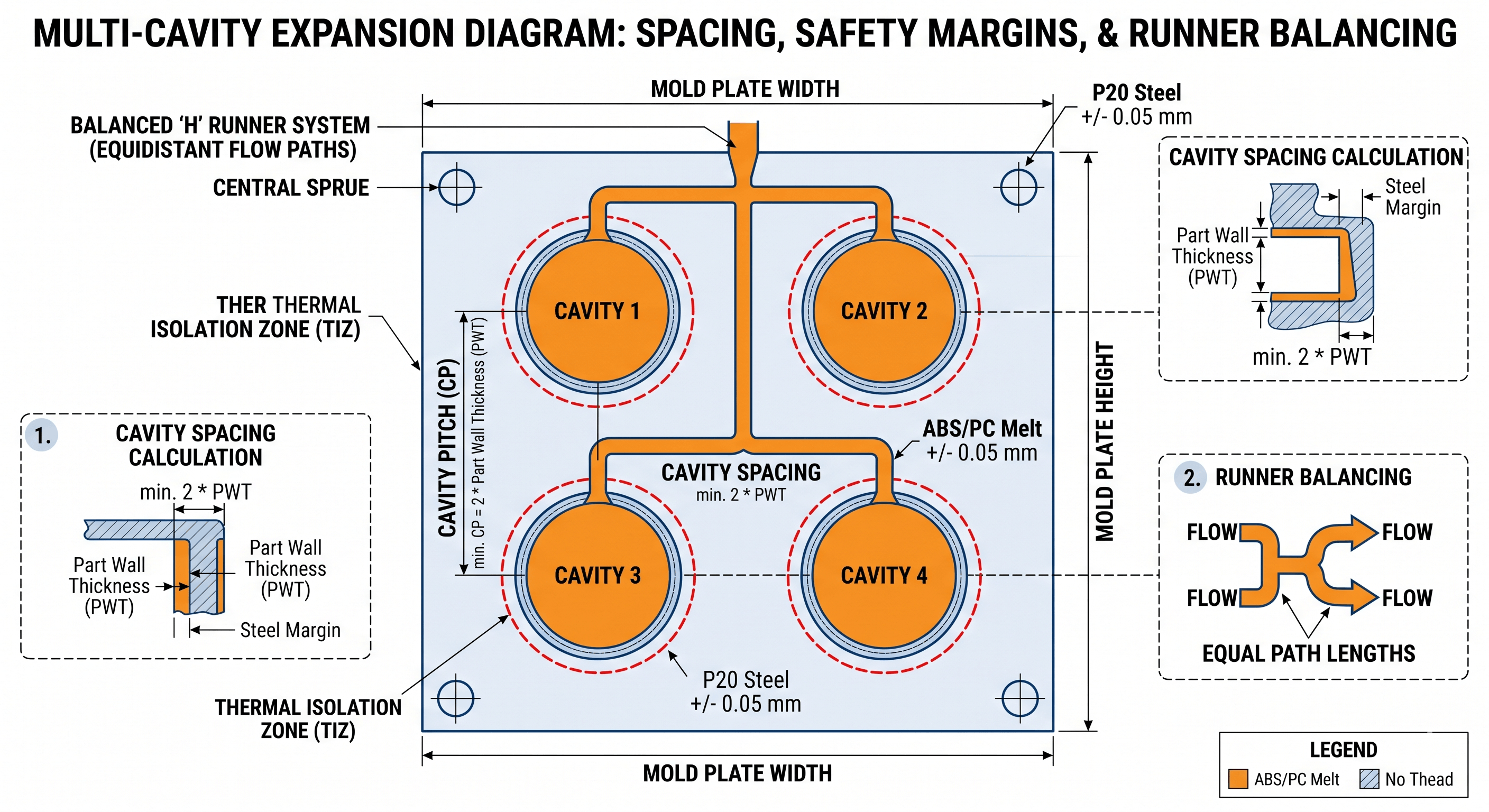
- Futó egyensúlyozás: A 2 üreges öntőforma általában egyenes vonalú futószalagot használ. A 4 üregre való bővítéshez át kell térni egy H-minta vagy körszimmetria hogy minden üregben azonos nyomást, hőmérsékletet és töltési időt biztosítsunk. Ha a középső előtolási pont rögzített, akkor ennek az egyensúlynak az építés utáni elérése szinte lehetetlen az alkatrész minőségének romlása nélkül.
- Hőterhelési és hűtési logika: Az üregek hozzáadása megduplázza a formába jutó hőenergiát. Meglévő Hűtő csatornák (vízvezetékek) ritkán vannak úgy elhelyezve, hogy kezeljék az extra hőt. E vonalak átirányításának elmulasztása „forró pontokat” hoz létre, ami egyenetlen zsugorodáshoz, vetemedéshez és jelentősen hosszabb ciklusidőhöz vezet.
- Szerkezeti integritás: Új üregek megmunkálása egy meglévő formaalapba gyengíti a tartóoszlopokat és a lemezeket. Nagy injektálási nyomás alatt a formázólemezek megsérülhetnek Mikro-elhajlás , ami villanást vagy helyrehozhatatlan károsodást okoz az elválasztó vonalban.
Technikai döntési mátrix: Rework vs. New Build
A következő összehasonlítás felvázolja a kompromisszumokat egy régi szerszám utólagos felszerelése és egy új, nagy teljesítményű szerszámba való befektetés között.
| Értékelési metrika | Meglévő eszköz átdolgozása (utólagos felszerelés) | Új 4-üreges építés (új beruházás) |
|---|---|---|
| Előzetes költség | Alacsonyabb (30-50% megtakarítás az acélon) | Magasabb (teljes beruházási ráfordítás) |
| Termelési hatékonyság | Instabil; gyakran hosszabb ciklusokat eredményez | Magas; konform hűtéssel optimalizálva |
| Alkatrész konzisztencia | Szegény; az üregek közötti eltérések nagy kockázata | Superior; CAE szimulációval validálva |
| A szerszám élettartama | Csökkentett; repedésre hajlamos hegesztési területek | Hosszú; teljes szerkezeti integritás |
| Karbantartási gyakoriság | Magas; terhelés a tömítéseken és a csúszdákon | Alacsony; szabványos alkatrészeket használ |
Digitális értékelés: Az „újradolgozhatóság” számszerűsítése
A módosítás jóváhagyása előtt a mérnököknek három kvantitatív KPI-vel kell érvényesíteniük a projektet:
- Szorítóerő ellenőrzése: A 4 rész teljes vetített területe (A) szorozva az üregnyomással § nem haladhatja meg a gép névleges szorítóerejének (F) 80%-át.
Képlet: F > (A1 A2 A3 A4) * P / 0,8 - Üreges emelkedés és acélbiztonság: A hőstabilitás biztosítása érdekében az üregek közötti minimális acél falvastagságnak legalább kétszerese a maximális részfalvastagságnak.
- Lövés kapacitás aránya: A 4 rész össztömegének ideális esetben a fröccsöntőgép maximális lövőkapacitásának 20%-a és 80%-a közé kell esnie, hogy megakadályozza a polimer lebomlását.
Kontextuális kivonatok
- Mi az a Runner Balancing? A mérnöki gyakorlat az egyenlő hosszúságú áramlási utak tervezése annak biztosítására, hogy az olvadt műanyag egyszerre érjen el minden üregbe, megelőzve az alkatrészsúly és a méretek ingadozását.
- Mi az a szorítóerő? A fröccsöntő gép által kifejtett nyomás, hogy az öntőformát zárva tartsa a fröccsöntött műanyag által keltett belső nyomással szemben.
- Miért okoz „Flash”-t az átdolgozás? Felvillanás akkor következik be, amikor a műanyag szivárog a formafelek között, ami gyakran a nem megfelelő szorítóerő vagy a lemez elhajlása miatt következik be, miután több üreget helyeztek el, mint amennyit a formaalap elbír.
Szerző: IMTEC Mold
Képesítések: Ezt a műszaki útmutatót az IMTEC Mould készítette. A vége 18 éves tapasztalat a nagy pontosságú formagyártás területén
Szakértelem: DFM-re (Design for Manufacturing), többüreges optimalizálásra és orvosi minőségű fröccsöntési protokollokra specializálódott.

