
Útmutató a kínai fröccsöntéshez: költség, minőség és a megfelelő partner megtalálása
Bevezetés a kínai fröccsöntésbe
A fröccsöntés sokoldalú és széles körben alkalmazott gyártási folyamat a hőre lágyuló és hőre keményedő műanyag anyagokból származó alkatrészek előállításához. Ez magában foglalja az olvadt anyag injektálását egy penészbe, ahol lehűl és megszilárdul a kívánt alakba. Ez a módszer híres arról, hogy képes komplex alkatrészeket előállítani, nagy pontosságú, kiváló felszíni kivitelű és gyors termelési arányokkal, ezáltal nélkülözhetetlenné teszi az iparág sokaságát, az autóipari és orvosi, a fogyasztói elektronikáig és a háztartási cikkekig.
Az utóbbi évtizedekben Kína domináns erőnek bizonyult a globális gyártási környezetben, és a fröccsöntő iparág sem kivétel. Az ország a vállalkozások számára előnyben részesített rendeltetési helyévé vált, amely világszerte finfriszciós formázási szolgáltatásokat keres, nagyrészt robusztus gyártási infrastruktúra, versenyképes árazás és kiterjedt beszállítói hálózat miatt. Ennek az útmutatónak a célja, hogy átfogó áttekintést nyújtson a kínai fröccsöntésről, kritikus szempontokba, például a költségek, a minőség és a lényeges lépésekhez a megfelelő gyártási partner megtalálásához az Ön konkrét projektigényeihez.
Ugyanakkor Kína kiválasztása a fröccsöntési igényekhez egyedi előnyökkel és hátrányokkal jár, amelyek alaposan megfontolják:
A Kína kiválasztásának előnyei a fröccsöntéshez:
- Költséghatékonyság: A Kínába történő kiszervezés egyik elsődleges vezetője a szignifikánsan alacsonyabb munkaerőköltségek a nyugati országokhoz képest. Ez, a versenyképes anyagi árazással és a méretgazdaságossággal kombinálva, gyakran alacsonyabb az egységköltségeket a gyártott alkatrészeknél.
- Megállapított infrastruktúra és ökoszisztéma: Kína fejlett gyártási infrastruktúrával és a támogató iparágak hatalmas ökoszisztémájával büszkélkedhet, ideértve a penészgyártókat, az anyagszállítókat és a befejező szolgáltatásokat. Ez lehetővé teszi az ésszerűsített termelési folyamatok és az erőforrásokhoz való gyors hozzáférést.
- Magas termelési kapacitás: A kínai gyártók gyakran nagy termelési kapacitásokkal rendelkeznek, így jól alkalmassá teszik a nagy mennyiségű megrendeléseket és a tömegtermelést.
- A piacra a piacra: A kínai gyártás hatékonysága és skálája gyakran gyorsabb prototípus -készítési és termelési ciklusokhoz vezethet, felgyorsítva az új termékek piacának idejét.
- Technológiai fejlődés: Számos vezető kínai fröccsöntő cég nagymértékben befektetett a korszerű gépekbe, és fejlett technológiákat alkalmazott, kifinomult képességeket és magas színvonalú eredményeket kínálva.
- Tapasztalat és szakértelem: A globális gyártás évtizedes tapasztalataival a kínai beszállítók jelentős szakértelmet gyűjtöttek a különféle fröccsöntési technikákban és az anyagi alkalmazásokban.
Kína kiválasztásának hátrányai a fröccsöntéshez:
- Kommunikációs akadályok: A nyelvi különbségek és a kulturális árnyalatok néha félreértésekhez vagy félreértésekhez vezethetnek, amelyek világos és következetes kommunikációt jelentenek.
- Szellemi tulajdon (IP) aggodalmak: Miközben erőfeszítéseket tettek az IP -védelem megerősítésére Kínában, egyes vállalkozások továbbra is aggodalmát fejezik ki a tervek és a védett információk védelme miatt. Alapvető fontosságú az alapvető gondosság és a robusztus jogi megállapodások.
- Minőség -ellenőrzési kihívások (ha nem kezelik jól): Noha a kiváló minőség elérhető, a következetes minőség fenntartása kihívást jelenthet megfelelő felügyelet, szigorú minőség -ellenőrzési intézkedések és egyértelmű előírások nélkül. Proaktív elkötelezettségre és jól meghatározott minőségbiztosítási tervre van szükség.
- Logisztika és a hajózási bonyolultság: A nemzetközi hajózási, vám- és behozatali feladatok kezelése összetettség és költségek réteget adhat a teljes folyamathoz.
- ELLENŐRZÉSI IDŐKÖZPONT: Noha a termelés gyors lehet, a kezdeti szerszámok fázisa (penészkészítés) továbbra is jelentős átfutási idővel rendelkezik, különösen a komplex terveknél.
- Etikai és környezeti megfontolások: Fontos, hogy a vállalkozások biztosítsák, hogy a választott beszállítóik betartják az etikus munkaügyi gyakorlatokat és a környezetvédelmi előírásokat, összehangolva a saját vállalati társadalmi felelősségvállalási céljaikat.
A fröccsöntési folyamat megértése
A kínai fröccsöntési szolgáltatások hatékony kapcsolatához elengedhetetlen, hogy alapvető megértés legyen a fröccsöntési folyamatról. Ez a tudás felhatalmazza Önt arra, hogy hatékonyabban kommunikáljon a gyártókkal, megértse a műszaki előírásokat, és megalapozott döntéseket hozzon a projektjéről.
Lépésről lépésre a fröccsöntési folyamat magyarázata:
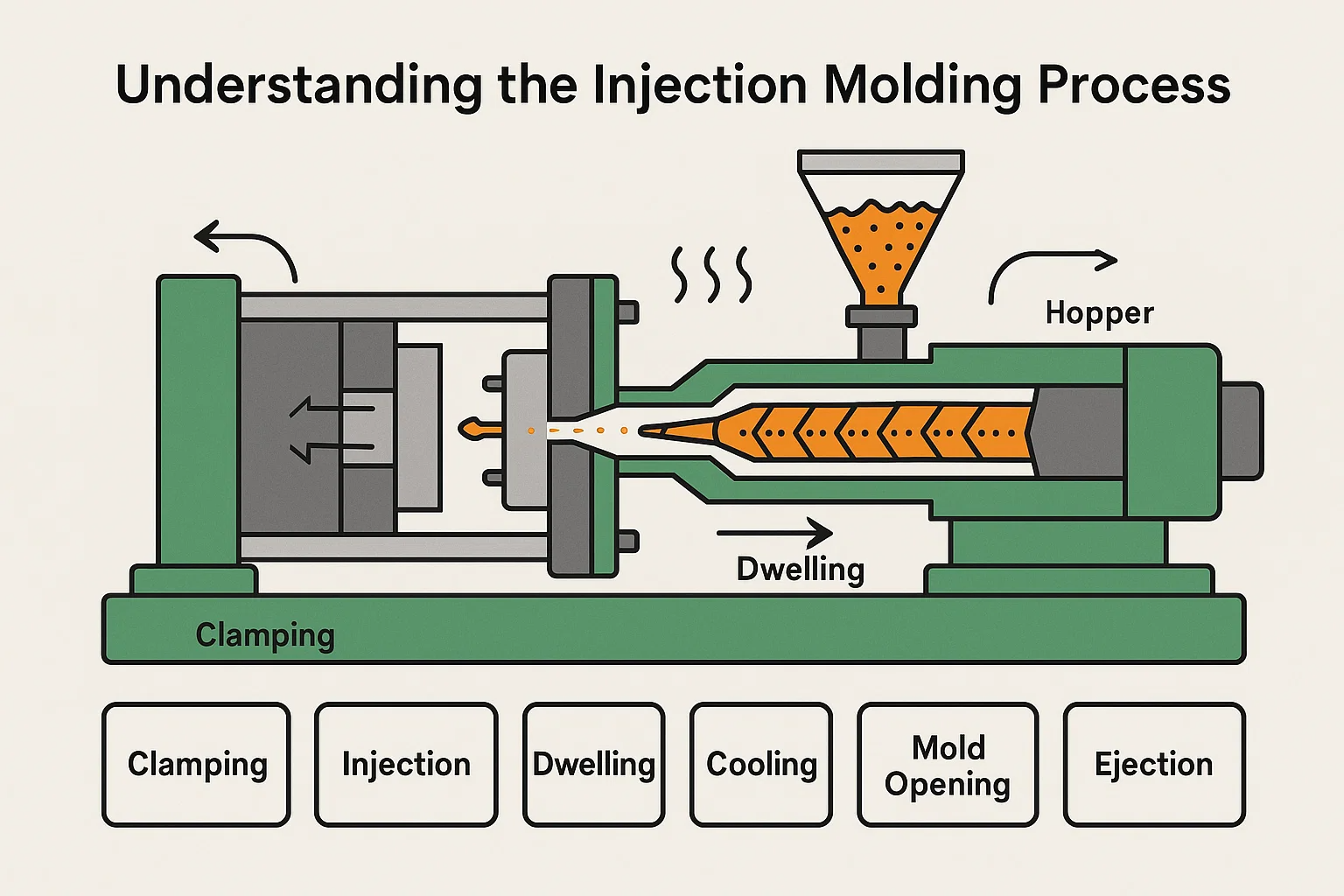
A fröccsöntési folyamat egy ciklikus művelet, amely, bár egyszerű megjelenéssel, magában foglalja a hőmérséklet, a nyomás és az időzítés pontos szabályozását a következetes alkatrészek létrehozásához. Itt vannak az alapvető lépések:
-
Szorítás: A folyamat a szorító egységgel kezdődik. A penész két felét (az üreget és a magot) biztonságosan rögzítik egy erős hidraulikus vagy elektromos présel. A penész egyik fele általában helyhez kötött, míg a másik kinyílik és bezáródik. Ennek a szorítóerőnek elegendőnek kell lennie ahhoz, hogy ellenálljon az injekció során gyakorolt óriási nyomásnak, megakadályozva, hogy a penész kinyíljon és villogjon (olvadt műanyag menekülést a penész fele között).
-
Injekció: A műanyag pelleteket vagy granulátumokat a garatból egy fűtött hordóba etetik. A hordó belsejében egy dugattyús csavar forog, és a műanyag anyagot a hő és a nyíró súrlódás kombinációjával olvadja el. Miután a műanyag olvadt, és a csavar elülső részén elegendő "lövés" méretet (az alkatrészhez szükséges műanyag mennyiség) halmoznak fel, a csavar előrehalad, mint egy dugattyú, nagynyomású olvadt műanyagot injektálva és a zárt formájú üregbe a futók és kapuk rendszerén keresztül.
-
Lakás (csomagolás/tartás): A penészüreg kitöltése után egy szabályozott nyomás, amelyet "lakás" vagy "csomagolási" nyomásnak neveznek. Ez a tartós nyomás elősegíti a műanyag lehűlése és megszilárdulásakor bekövetkező térfogat -zsugorodás kompenzálását. Ez biztosítja, hogy a penészüregek teljesen kitöltődjenek, megakadályozzák a mosogatójeleket, üregeket és egyéb hibákat, és elősegítsék a dimenziós stabilitást.
-
Hűtés: Mivel a műanyag most már teljesen be van csomagolva a penészbe, a penész alakjában hűlni és megszilárdulni kezd. Hűtőcsatornák, amelyek gyakran beépítették a penész kialakításába és a keringő hűvös víz vagy olaj, megkönnyítik ezt a folyamatot. A hűtési idő általában a fröccsöntési ciklus leghosszabb része, és olyan tényezőktől függ, mint például a felhasznált anyag, az alkatrész falvastagsága és a penész kialakítása. A hatékony hűtés kritikus jelentőségű a kívánt alkatrésztulajdonságok elérése és a ciklusidő minimalizálása szempontjából.
-
Penésznyitás: Miután az alkatrész kellően lehűl és megszilárdult, a szorítóegység visszahúzódik, kinyitva a penész két felét.
-
Kidobás: A penész kinyitásakor a kidobó csapok, stratégiailag elhelyezve a penészbe, nyomja ki a szilárdított részt a penészüregből. Ezeket a csapokat úgy tervezték, hogy egyenletes nyomást gyakoroljanak az újonnan öntött rész deformációjának vagy károsodásának elkerülése érdekében. Az alkatrész ezután egy szállítószalagra vagy egy gyűjtemény tartályba esik.
-
Utófeldolgozás (opcionális): A kidobás után egyes alkatrészekhez kisebb utófeldolgozást igényelhetnek, például a futók vagy a kapuk levágását (a műanyagot a penészüregbe vezető csatornák), a tartós vagy a másodlagos műveleteket, például az összeszerelést, a festést vagy a nyomtatást. Sok esetben a futók felesleges anyagát újragondolhatják és újra felhasználhatják, hozzájárulva a költséghatékonysághoz és a csökkentett hulladékhoz. A ciklus ezután megismétlődik.
Különböző típusú fröccsöntési technikák Kínában:
Noha az alapvető folyamat továbbra is következetes, Kína fejlett gyártási képességei lehetővé teszik a különféle speciális fröccsöntési technikák különféle termékkövetelményeinek való megfelelését:
- Szabványos hőre lágyuló fröccsöntés: Ez a leggyakoribb módszer, amely hőre lágyuló polimerekkel többször megolvadható és megszilárdítható. Ez nagy mennyiségű fogyasztói és ipari termékhez alkalmas.
- Túlmosás: Ez a technika magában foglalja az egyik anyag öntését egy másik már létező alkatrészre (a szubsztrát), gyakran több anyag, szín vagy textúrával rendelkező termék létrehozásához (például lágy fogó fogantyúk az eszközökön, az elektronikus házakon lévő tömítések). A szubsztrát lehet műanyag, fém vagy más anyag.
- Beillesztés: Hasonlóan a túlmásoláshoz, de itt az előre kialakított betéteket (általában fém alkatrészek, például menetes betétek, csapok vagy elektronikus érintkezők) az injekció előtt helyezik a penészbe. Az olvadt műanyag körbeáramlik és beágyazza ezeket a betéteket, létrehozva egyetlen integrált részt. Ez javítja az alkatrészek szilárdságát, funkcionalitását vagy lehetővé teszi az elektromos vezetőképességet.
- Két lövés (több lövés) fröccsöntés: Ez a fejlett folyamat alkatrészeket hoz létre két vagy több különböző műanyag vagy színű, egyetlen öntési ciklusban, gyakran ugyanabban a gépben. Ez kiküszöböli az összeszerelés szükségességét, és lehetővé teszi a különféle anyagi tulajdonságokkal vagy esztétikai tulajdonságokkal rendelkező komplex mintákat.
- Gáz-asszociált fröccsöntés: A vastag metszetekkel rendelkező vagy javított felületi kivitelre és csökkentett mosogatójelekkel rendelkező alkatrészek esetén az inert gázt (mint például a nitrogént) injektálják a penész üregébe, az olvadt műanyag részleges lövése után. A gáz belső csatornákat hoz létre, a műanyagot a penészfalakhoz tolja, és csökkenti az anyaghasználat és a hűtési idő.
- Folyékony szilikon gumi (LSR) fröccsöntés: Ezt a folyamatot kifejezetten a folyékony szilikon gumira, a hőre keményedett anyagra, a rugalmassággal, a magas hőmérsékletű ellenállással és a biokompatibilitással ismerték. Gyakran használják orvostechnikai eszközökhöz, pecsétekhez és fogyasztási cikkekhez.
- Vékonyfalú öntés: Ez a technika a rendkívül vékony fali szakaszokkal rendelkező alkatrészek előállítására összpontosít, jellemzően olyan alkalmazásokra, ahol az anyagcsökkentés, a könnyű és a gyors ciklusidők kritikus jelentőségűek, például a csomagolás vagy az eldobható fogyasztási cikkek.
- Forró futó formák és hideg futó formák: Ezek a Runner rendszerre vonatkoznak (az olvadt műanyag csatornákra az öntődarabokhoz).
- Hideg futó formák: A futók műanyagai lehűlnek és megszilárdulnak az alkatrészkel együtt. Ezt a futó anyagot ezután kiszabadítják, és el kell távolítani az alkatrészről, gyakran újrahasznosítva. Ezek egyszerűbbek és olcsóbbak, de több hulladékot generálhatnak.
- Forró futó formák: A futókat melegítve tartják, így a benne lévő műanyag a ciklus során olvadt. Ez azt jelenti, hogy a futóktól semmilyen anyagi hulladék, ami hatékonyabb anyaghasználathoz, gyorsabb ciklusidőhez és gyakran jobb kozmetikai kivitelhez vezet. Kezdetben összetettebbek és drágábbak a szerszámok számára.
A kínai fröccsöntésben általánosan használt anyagok:
A kínai fröccsöntő létesítmények a végtermék kívánt mechanikai, termikus, kémiai és esztétikai tulajdonságai alapján választott hőre lágyuló anyagok széles skálájával működnek. A leggyakrabban használt anyagok közé tartozik:
- Polipropilén (PP): Sokoldalú és költséghatékony hőre lágyuló lágyuló, kiváló kémiai ellenállásáról, fáradtság-ellenállásáról és rugalmasságáról. Széles körben használják csomagolásban, autóalkatrészekben, fogyasztási cikkekben és élő zsanérokban.
- Akrilonitril -butadién sztirol (ABS): Kemény, merev és ütésálló műszaki hőre lágyuló, jó esztétikai tulajdonságokkal. Gyakran használják elektronikus eszközök, autóipari belső alkatrészek, játékok (például LEGO tégla) és fogyasztási cikkek házaihoz, mivel képesek könnyen formázni és befejezni.
- Polikarbonát (PC): Nagy teljesítményű, erős és kivételesen ütésálló hőre lágyuló, gyakran átlátszó. Jó hőállóságot és dimenziós stabilitást kínál, így alkalmassá teszi az olyan alkalmazásokra, mint lencsék, biztonsági szemüveg, elektronikus burkolatok és autóipari alkatrészek.
- Polietilén (PE): Különböző sűrűségekben (HDPE, LDPE, LLDPE) kapható, a polietilén rugalmasságáról, kémiai ellenállásáról és jó elektromos szigetelési tulajdonságairól ismert. Általában palackokhoz, tartályokhoz, táskákhoz és csövekhez használják.
- Nylon (poliamid - PA): Erős, tartós mérnöki műanyag, jó kopásállósággal, kémiai ellenállással és magas hőmérsékleten. Gyakran megerősítik üvegszálakkal a megnövekedett szilárdság érdekében, és használják az autóalkatrészekben (például motor alkatrészei, csatlakozók), fogaskerekekben és csapágyakban.
- Polisztirol (PS): Általános célú (GPP-k, tiszta és törékeny) és nagy hatású (csípő, átlátszatlan és keményebb) fokozatú. Olcsó és eldobható evőeszközök, CD -tokok és készülékek házakhoz használják.
- Polivinil -klorid (PVC): Tartós és sokoldalú anyag, merev és rugalmas formában kapható. Jó kémiai ellenállást kínál, és csövekben, szerelvényekben, ablakkeretekben és orvostechnikai eszközökben használják.
- Hőre lágyuló elasztomerek (TPE/TPR): Ezek az anyagok kombinálják a gumi és a műanyag tulajdonságait, rugalmasságot, jó tapadást és lengéscsillapítást kínálnak. Ezeket lágy tapintású markolatokhoz, tömítésekhez és túlzott összetevőkhöz használják.
Kínai fröccsöntés költségelemzése
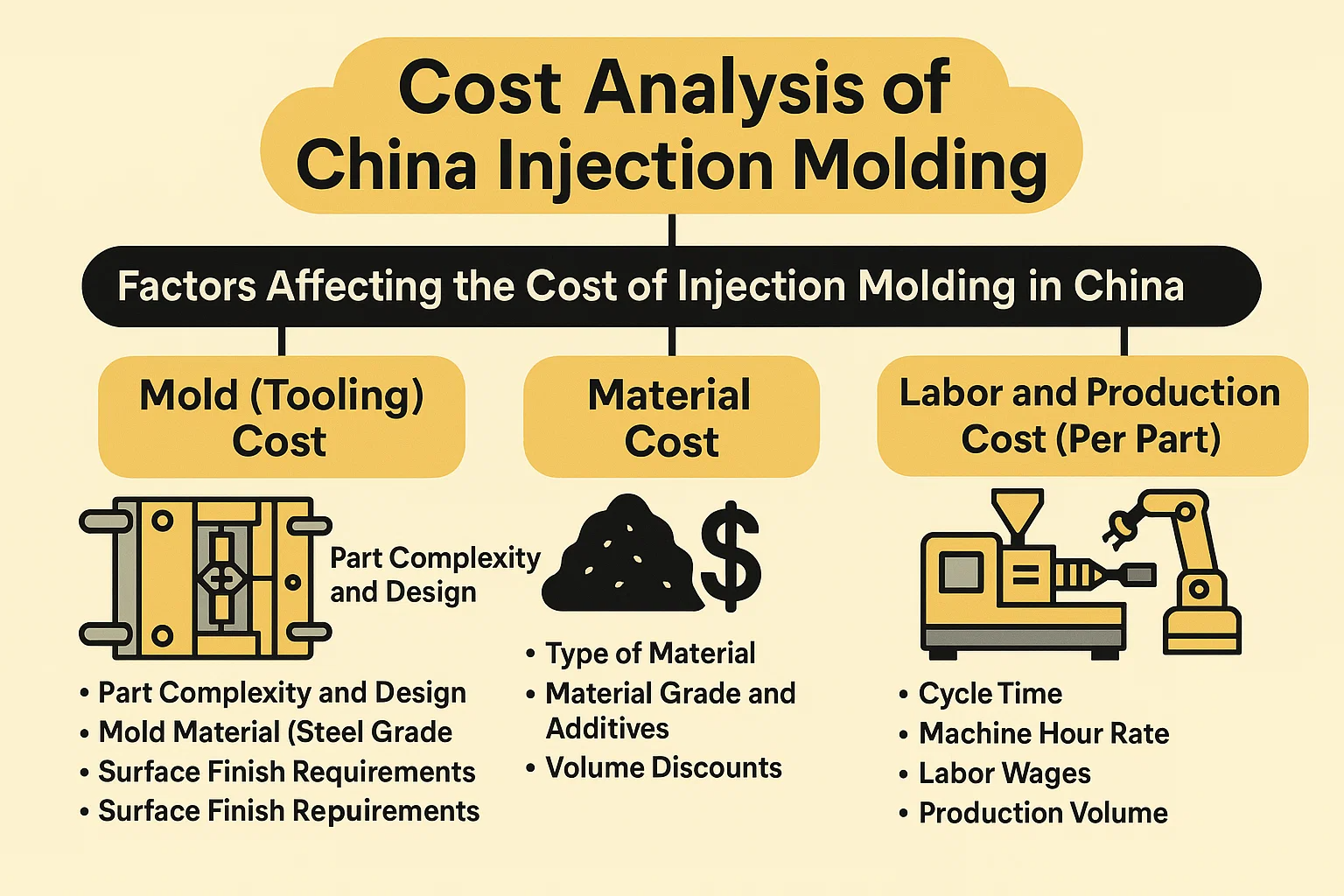
Az egyik elsődleges motiváció a vállalatok számára, hogy Kínát választják a fröccsöntéshez, az észlelt költség -előny. Míg Kína általában versenyképesebb árképzést kínál, mint sok nyugati ország, a különféle tényezők megértése, amelyek hozzájárulnak az általános költségekhez, alapvető fontosságú a pontos költségvetés -tervezés és a váratlan költségek elkerülése szempontjából. A fröccsöntési projekt teljes költsége nagyjából a penész (szerszámok) költségeire, az anyagköltségekre és a termelési (munka/gép) költségekre lehet kategorizálni.
A Kínában a fröccsöntés költségeit befolyásoló tényezők:
-
Penész (szerszám) Költség: Ez gyakran a legjelentősebb előzetes befektetés, és drámai módon is lehet.
- A rész bonyolultsága és tervezése: Egyszerű, egyenletes falvastagságú, minimális alulciklusokkal és egyszerű geometriákkal kevésbé összetett formákat igényel, ami alacsonyabb szerszámköltségeket igényel. Ezzel szemben a bonyolult részek finom részletekkel, szoros toleranciákkal, több alulkutással, amelyek oldalsó műveleteket vagy emelőket és komplex textúrákat igényelnek, kifinomultabb és drágább formákat igényelnek, amelyek gyakran fejlettebb megmunkálást (például EDM) és hosszabb építési időket igényelnek.
- Penész anyag (acél minőség): A penészhöz használt acél típusa közvetlenül befolyásolja annak költségeit és élettartamát.
- P20, 718H: Ezek a prototípus formák vagy az alacsonyabb volumen termelés általános választása, amely jó egyensúlyt kínál a költségek és a teljesítmény szempontjából.
- NAK80, H13: Az ilyen edzett acélok szignifikánsan drágábbak, de kiváló tartósságot, hőállóságot és felületi befejezési képességeket kínálnak, így ideálisak a nagy volumenű, hosszú élettartamú termelési formákhoz.
- Az üregek száma: A penésznek egyetlen ürege lehet (ciklusonként egy alkatrészt előállítva) vagy több üreg (ciklusonként több alkatrészt eredményez). A multi-kavasztási formák magasabb kezdeti szerszámköltséggel bírnak, de drámai módon csökkentik a részlegenkénti termelési költségeket azáltal, hogy növelik a ciklusonkénti termelést, így költséghatékonyak a nagy volumenű futásokhoz.
- Penész alap és alkatrészek: A penész mérete, a futó rendszer (Hot Runner vs. Cold Runner) típusa, valamint a standard penész alkatrészek (ejektor csapok, diák stb.) Minősége hozzájárul a szerszámköltséghez. A forró futó formák, bár kezdetben drágábbak, megtakarítják az anyaghulladékot és a ciklusidőt, ami alacsonyabb mennyiségű részenkénti költségeket eredményez.
- Felszíni befejezési követelmények: Az erősen polírozott felületek (például az SPI A-1 kivitel) vagy a komplex textúrák intenzívebb szülés és speciális szerszámkészítési technikákat igényelnek, ami növeli a penészköltséget.
- Penész várható élettartam: A gyártók egy meghatározott számú ciklushoz (felvétel) tervezik a formákat. A magasabb élettartamra tervezett penész (például 1 millió felvétel) robusztusabb anyagokkal és pontossággal készül, ami magasabb költségeket jelent, mint az 50 000 lövéshez tervezett penész.
-
Anyagköltség: Maga a műanyag gyanta költsége az egyrészenkénti költség közvetlen és gyakran jelentős alkotóeleme.
- Anyag típusa: Amint azt tárgyaltuk, az árucikk-műanyagok, például a PP vagy az ABS szignifikánsan olcsóbbak kilogrammonként, mint a mérnöki műanyagok, például a PC, a nejlon vagy a nagy teljesítményű polimerek (például Peek, Ultem).
- Anyagi fokozat és adalékanyagok: A szűz anyagok drágábbak, mint az újrahasznosított osztályok. Az adalékanyagok, például az UV -stabilizátorok, az égésgátlók, az üvegszálak (szilárdsághoz), a színezékek (különösen az egyedi színek, a fehér vagy az átlátszó), vagy a speciális funkcionális adalékanyagok bevonása növeli az anyagköltségeket.
- Kötet -kedvezmények: A nagy mennyiségű termeléshez szükséges nagyobb anyagvásárlások gyakran jobb árakat biztosíthatnak a beszállítóktól.
- Piaci ingadozások: A globális gyantaárak a piaci kereslet, az olajárak és az ellátási lánc dinamikájának vonatkoznak, amelyek idővel befolyásolhatják a részenkénti költségeket.
-
Munkaügyi és termelési költség (részenként): Ez a költségek a fröccsöntő gépek és az érintett munkaerő üzemeltetéséhez kapcsolódnak.
- Ciklusidő: Az a idő, amely egy rész előállításához szükséges (vagy egy lövés a több üregű penészből), kritikus költségmeghajtó. A rövidebb ciklusidők azt jelenti, hogy több alkatrészt lehet előállítani óránként, csökkentve a részenkénti költségeket. Az olyan tényezők, mint a alkatrészek kialakítása (falvastagság), az anyag tulajdonságai, a penészhűtés hatékonysága és a gépi képességek befolyásolják a ciklusidőt.
- Gépi órás arány: Ez magában foglalja a villamos energia költségeit, a gép értékcsökkenését, a karbantartást és a gép működési idejére elkülönített felülvizsgálatot. A nagyobb, kifinomultabb gépek általában magasabb óradíjat mutatnak.
- Munkaügyi bérek: Kína munkaerőköltségei, miközben emelkednek, továbbra is szignifikánsan alacsonyabbak, mint sok nyugati országban. Ez kulcsfontosságú tényező az általános költség -előnyben.
- Termelési mennyiség: Ez vitathatatlanul a leghatékonyabb tényező az egy részenkénti költségeknél.
- A méretgazdaságosság: A rögzített költségeket (mint például a szerszámok) amortizálják az előállított alkatrészek száma felett. Minél magasabb a termelési térfogat, annál alacsonyabb a részenkénti költségek mind a szerszámok, mind a beállítások számára.
- Beállítás és átváltás: Minden alkalommal, amikor egy penész megváltozik, vagy új termelési futást állítanak fel, vannak költségek a gépi leálláshoz és a munkaerőhöz. A magasabb térfogat csökkenti ezen átmenetek gyakoriságát, optimalizálva a hatékonyságot.
- UTAZDASÁG: Bármely másodlagos művelet, mint például a vita, az összeszerelés, a festés, a nyomtatás vagy a speciális csomagolás, növeli a részenkénti költségeket.
A költségek összehasonlítása más országokkal:
Kína történelmileg jelentős költség-előnyöket kínált a fröccsöntésben, különösen a közepes és nagy volumenű előállításhoz.
- Kína vs. nyugati országok (például USA, Európa): A kínai fröccsöntési költségek általában 20-50% alacsonyabb mint az Egyesült Államokban és 30-60% -kal alacsonyabb mint Európában. Ezt a rést elsősorban:
- Alacsonyabb munkaköltségek: Kínában a képzett munkaerő továbbra is alacsonyabb bért nyújt.
- Versenyképes eszközök: A Kínában az öntőformák tervezésének és gyártásának költségei általában sokkal alacsonyabbak a hatékony szerszámboltok, az alacsonyabb anyagköltségek (különösen a szerszám acél) és a penészgyártók versenyfizetése miatt.
- A méretgazdaságosság: Kína hatalmas gyártási kapacitása lehetővé teszi a nagyszabású termelést, ami tovább csökkenti az egységenkénti költségeket.
- Integrált ellátási lánc: A nyersanyagok, gépek és kiegészítő szolgáltatások érett és összekapcsolt ellátási lánca segít megőrizni a költségeket.
- Kína vs. feltörekvő gazdaságok (például Vietnam, India, Mexikó): Míg az olyan országok, mint Vietnam, India és Mexikó, alacsonyabb költségű alternatívákként jelennek meg, különösen bizonyos terméktípusok vagy a regionális diverzifikációt kereső vállalatok esetében, Kína gyakran továbbra is fenntartja a előnyeit:
- A szerszámok kifinomultsága és képessége: A komplex formák és a nagy pontosságú alkatrészek esetében a kínai szerszámkészítési szakértelem általában fejlettebb.
- Az ellátási lánc érettsége: Nehéz egyeztetni Kína jól megalapozott és kiterjedt ellátási láncát a fröccsöntéshez.
- Skálázhatóság: Nagyon nagy volumenű projektek esetén a kínai kapacitás és hatékonyság gyakran jobb.
- Emelkedő költségek Kínában: Fontos megjegyezni, hogy Kínában a munkaerőköltségek folyamatosan emelkedtek, és az olyan tényezők, mint a tarifák és a geopolitikai megfontolások, befolyásolhatják az általános költség -egyenletet. Számos projektnél, különösen azoknál, amelyek komplex szerszámokat vagy nagy mennyiségeket igényelnek, Kína továbbra is rendkívül versenyképes.
Tippek a fröccsöntési költségek csökkentéséhez:
- Optimalizálja az alkatrész -tervezést a gyárthatósághoz (DFM):
- A geometria egyszerűsítése: Csökkentse az összetett tulajdonságokat, az alulkísérleteket és a felesleges bonyolultságokat.
- Fenntartja az egységes fal vastagságát: Ez elősegíti a következetes hűtést, csökkenti a ciklusidőt, megakadályozza a defling és a mosogató jeleket, és egyszerűsíti a penész kialakítását.
- Hozzáadjon a vázlat szögeit: Gondoskodjon az összes függőleges falakon megfelelő vázlatról (kúp), hogy lehetővé tegye az alkatrészek könnyű kiürítését, csökkentve a kilövési erőt és a potenciális károsodást, és elkerülve a költséges penész -módosításokat.
- Helyezze be a bordákat és a guszsót: Ahelyett, hogy növeli a falvastagságot az erő érdekében, használjon bordákat és löketeket a merevség hozzáadásához, miközben minimalizálja az anyaghasználatot és a hűtési időt.
- Fontolja meg az önmagát vagy az univerzális részeket: A felcserélhetően használható alkatrészek tervezése (például egy azonos felső és alsó) csökkentheti a szükséges egyedi formák számát.
- Stratégiai anyagválasztás:
- Válassza a Standard Anyagok lehetőséget: Válassza ki az általánosan elérhető és olcsóbb gyantákat, például a PP-t vagy az ABS-t, kivéve, ha a konkrét teljesítménykövetelmények szükségesek a mérnöki vagy nagy teljesítményű műanyagok számára.
- Minimalizálja a színváltozásokat: A "természetes" vagy a fekete gyanta használata gyakran a legolcsóbb. Az egyéni vagy egyedi színek költségei a színes költségek és a futások közötti géptisztítás miatt növelik a költségeket.
- Fontolja meg az újrahasznosított tartalmat: Ha alkalmas az alkalmazásához, az újrahasznosított hőre lágyuló műanyagok használata csökkentheti az anyagköltségeket.
- A termelési mennyiség optimalizálása:
- Illeszkedjen a kavitációhoz a kötethez: Nagyon magas kötetek esetén fektessen be egy multi-kavantó formába, hogy csökkentse a részenkénti költségeket. Az alacsonyabb volumen esetében az egy üreges penész vagy akár a gyors prototípus penész (például alumínium) költséghatékonyabb lehet.
- A megrendelések konszolidálása: Ha több részből áll, akkor az egyidejűleg előállítása vagy a megrendelések konszolidálása felhasználhatja az anyagok és a termelés méretgazdaságosságát.
- Szorosan működjön együtt a beszállítóval a szerszámokon:
- Beszélje meg a penész anyagát: Ismerje meg a penészköltség és az élettartam közötti kompromisszumokat a tervezett termelési volumen alapján.
- Fontolja meg a forró és a hideg futót: A magas volumen esetében a forró futó penész kezdeti magasabb költségeit gyorsan ellensúlyozhatja az anyagmegtakarítás és a gyorsabb ciklusidő.
- Tárgyalja az eszközök tulajdonjogát: Világítsa meg, ki a penész tulajdonosa és a karbantartás és tárolás feltételei.
- Hatékony kommunikáció és minőség -ellenőrzés:
- Biztosítson egyértelmű specifikációkat: A toleranciákkal és a 3D CAD modellekkel rendelkező részletes 2D rajzok elengedhetetlenek a téves értelmezések és a költséges átdolgozás elkerüléséhez.
- Robusztus minőségi ellenőrzések végrehajtása: A proaktív minőség -ellenőrzés megakadályozhatja a hibás alkatrészek drága hulladékát, átdolgozását és szállítását.
- A logisztika és a csomagolás korszerűsítése:
- A szállítási módszerek optimalizálása: Balance sebesség (légi szállítás) költséggel (tengeri árufuvarozás) az idővonal alapján.
- Egyszerű csomagolás: A standard ömlesztett csomagolás olcsóbb, mint az egyedi kiskereskedelmi csomagolás.
Minőségellenőrzés a kínai fröccsöntésben
Míg a költséghatékonyság a kínai fröccsöntés főbb vonzereje, a magas termékminőség elérése és fenntartása kiemelkedően fontos. A szigorú minőség -ellenőrzés (QC) nélkül még a legalacsonyabb árak is jelentős veszteségeket okozhatnak a hibás termékek, az ügyfelek elégedetlensége, a márka károsodása és a költséges átdolgozás vagy visszahívások révén. A sikeres gyártási partnerség szempontjából elengedhetetlen a minőség kezelésének megértése, milyen kérdéseket kell keresni.
A minőség -ellenőrzés fontossága:
A minőség -ellenőrzés nem csupán utógondolat; Ez a teljes gyártási életciklus szerves része, a tervezéstől a kézbesítésig. Fontosságát nem lehet túlbecsülni a fröccsöntésben, különösen a kiszervezéskor:
- A termék megbízhatóságának és teljesítményének biztosítása: A következetes minőség biztosítja, hogy az egyes részek a tervek szerint működjenek, megfeleljenek a tervezési előírásoknak, és megbízhatóan teljesítsenek a végső alkalmazásában.
- A hibák és a hulladék minimalizálása: A tényleges QC a folyamat elején azonosítja a kérdéseket, megakadályozva a hibás alkatrészek nagy tételének előállítását, ezáltal csökkentve az anyaghulladékot, az energiafogyasztást és az átdolgozási költségeket.
- A márka hírnevének fenntartása: A kiváló minőségű termékek növelik az ügyfelek bizalmát és hűségét, javítva a márka imázsát és piaci helyzetét. Ezzel szemben a minőségi kudarcok gyorsan elronthatják a hírnevet.
- Az ipari előírások és rendeletek megfelelése: Számos iparágnak (például orvosi, autóipari, űrrepülés) szigorú szabályozási követelményekkel rendelkezik, amelyek szerint az öntött alkatrészeknek meg kell felelniük. A QC biztosítja a megfelelést.
- Költségmegtakarítás hosszú távon: Noha a QC intézkedések végrehajtása előzetes költségekkel jár, lényegesen többet takarít meg a költséges visszahívások, a garanciaigények, a visszatérítések, valamint az alkatrészek megsemmisítésének és újbóli felújításának szükségességével.
- Kiszámítható termelés: A robusztus QC rendszer kiszámíthatóbb termelési eredményekhez, kevesebb késéshez és megbízhatóbb kézbesítési ütemtervhez vezet.
Közös minőségi kérdések és hogyan lehet elkerülni őket:
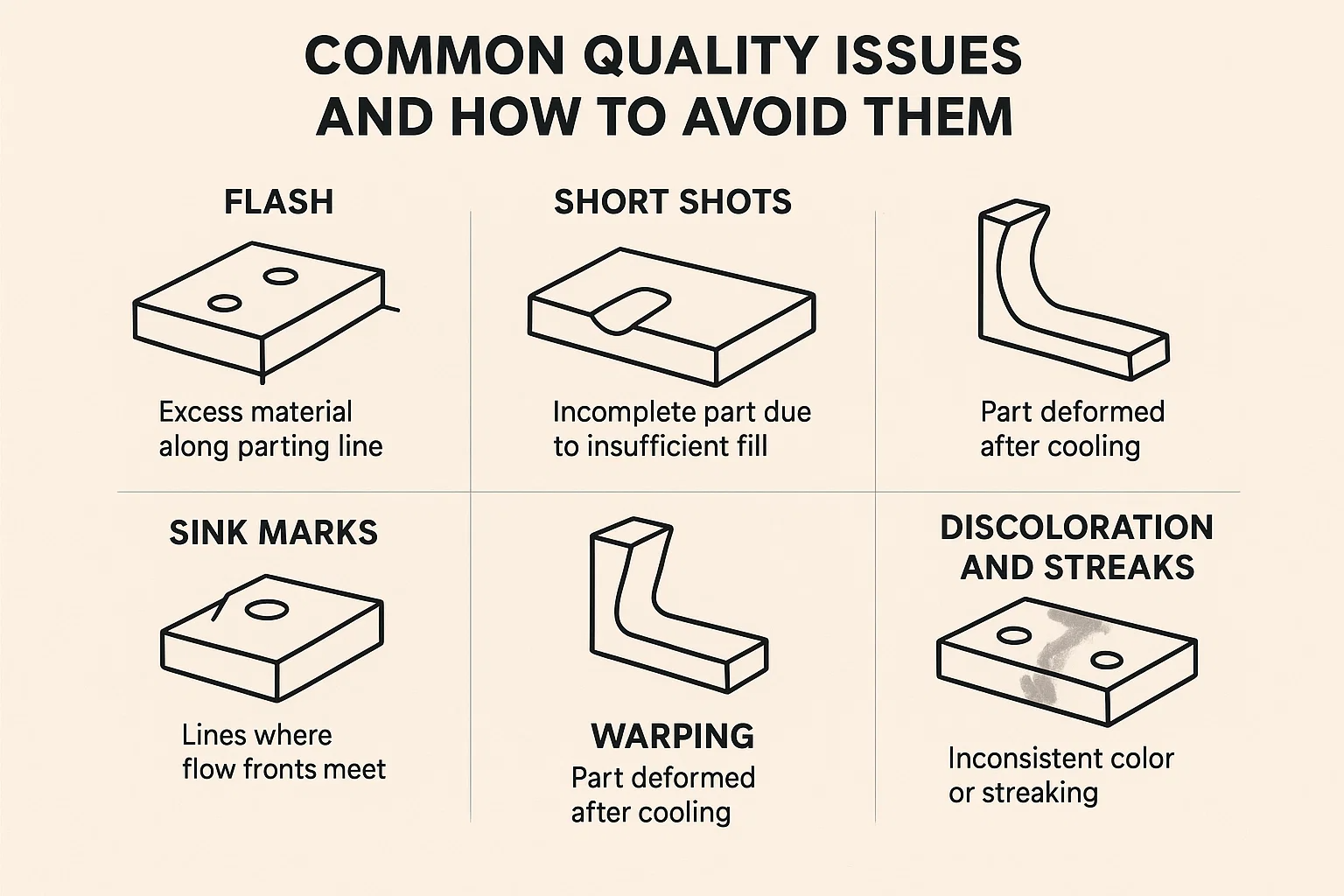
A fröccsöntés pontossága ellenére különféle hibák fordulhatnak elő. Ezeknek felismerése és okainak megértése kulcsfontosságú a megelőzés és a hatékony problémamegoldás szempontjából a kínai gyártónál.
-
Flash (vagy Burrs):
- Leírás: A penészüregből kiszivárgó felesleges anyag, amely vékony, nemkívánatos réteget képez az alkatrész elválasztó vonalán.
- Okok: Túl sok injekciós nyomás vagy sebesség, elégtelen szorítóerő, kopott formák, penész-eltérés vagy rossz penész kialakítás (például nem megfelelő tömítés).
- Elkerülés: Optimalizálja az injekciós paramétereket (nyomás, sebesség), biztosítsa a megfelelő szorító erőt, a rendszeres penészkarbantartást és az ellenőrzést, valamint a penész pontos kialakítását.
-
Rövid felvételek (vagy nem kitöltések):
- Leírás: Egy hiányos rész, ahol az olvadt műanyag nem töltötte be teljesen a penészüreget, és hiányzó szakaszokat eredményezett.
- Okok: Nem elegendő anyag injektált, alacsony injekciós nyomás/sebesség, anyagi viszkozitás túl magas, penészhőmérséklet túl alacsony, vagy csapdába esett levegő/elégtelen szellőztetés.
- Elkerülés: Növelje a lövés méretét, növelje a befecskendezési nyomást/sebességet, biztosítsa a megfelelő olvadékhőmérsékletet, optimalizálja a penészhőmérsékletet, javítsa a penész szellőztetését, vagy mérlegelje a kapu helyének változásait.
-
Süllyedő jelek:
- Leírás: Depresszió vagy sekély kráter az öntött rész felületén, általában vastagabb szakaszokban.
- Okok: A műanyag egyenetlen hűtése, különösen akkor, ha a vastagabb szakaszok lassabban lehűlnek és befelé zsugorodnak, vagy nem elégséges csomagolási/tartási nyomás.
- Elkerülés: Tervezze meg az egyenletes falvastagságú alkatrészeket, növelje a tartási nyomást és az időt, enyhén alacsonyabb olvadék- vagy penészhőmérsékletet, vagy újratervezze az alkatrészt a vastag metszetek csökkentése érdekében.
-
Fordulás (vagy torzítás):
- Leírás: Deformált vagy csavart alkatrészek, amelyek hűtés után nem tartják meg a tervezett alakjukat.
- Okok: Az egész rész egészében egyenetlen hűtési sebesség, az anyag zsugorodásától származó belső feszültségek vagy a nem megfelelő penész kialakítás (például az egységes falvastagság hiánya, elégtelen hűtési csatornák).
- Elkerülés: Gondoskodjon az egyenletes hűtési és penészhőmérsékletről, optimalizálja a hűtési időt, a tartalék falvastagságú tervezési alkatrészeket, vagy vegye figyelembe az anyagi változásokat alacsonyabb zsugorodási sebességgel.
-
Hegesztési vonalak (vagy kötött vonalak):
- Leírás: Látható vonalak vagy bevágások, ahol az olvadt műanyag két vagy több áramlási frontja találkozik és újra megszilárdul, gyakran lyukak vagy betétek körül. Ezek lehetnek kozmetikai vagy szerkezeti gyengeség.
- Okok: Az olvadt műanyag megszilárdulás a teljes keverés előtt, az alacsony olvadék vagy a penész hőmérséklete, vagy a rossz kapu elhelyezése előtt.
- Elkerülés: Növelje az olvadék/penész hőmérsékletét, növelje az injekciós sebességet, optimalizálja a kapu helyét az áramlási útvonalak minimalizálása érdekében, vagy használjon jobb áramlási jellemzőkkel rendelkező anyagokat.
-
Elszíneződés és csíkok:
- Leírás: Következetlen szín, csíkos vagy foltok az alkatrész felületén.
- Okok: A nyersanyag szennyeződése, a színezékek nem megfelelő keverése, a túlzott hő miatti anyag lebomlása vagy a gép hordójában/fúvóka maradékai.
- Elkerülés: Biztosítsa a nyersanyagok tisztaságát, a higroszkópos anyagok megfelelő szárítását, a pontos színes adagolást, az optimalizált olvadékhőmérséklet -szabályozást és a rendszeres géptisztítást.
-
Üregek (vagy buborékok):
- Leírás: Csapdába esett légbuborékok vagy üres zsebek az öntött részben.
- Okok: Nem elegendő csomagolási nyomás, csapdába ejtett gázok a nedvességből vagy az anyag lebomlásából, vagy a gyors hűtés, amely a külső bőrből lezárja, mielőtt a mag megszilárdulhat.
- Elkerülés: Növelje a csomagolási nyomást, biztosítsa a megfelelő anyagszárítást, javítsa a penész szellőztetését vagy optimalizálja a hűtési sebességet.
Minőség -ellenőrzési intézkedések és tanúsítások:
A jó hírű kínai fröccsöntési gyártók átfogó minőségbiztosítási intézkedéseket hajtanak végre a teljes gyártási folyamat során. A beszállítók ellenőrzése során keresse meg a következőket:
-
A gyárthatóság tervezése (DFM) áttekintés: A QC a tervezési szakaszban kezdődik. Egy jó gyártó áttekinti az Ön részét a potenciális formázási problémák (például a falvastagság, a vázlat szögei, az alsó részek) a penészgyártás előtt, megakadályozva a költséges hibákat a vonalon.
-
Bejövő anyagellenőrzés (IQC):
- A nyersanyag (gyanta) ellenőrzése a specifikációkkal szemben (például anyagbiztonsági adatlap - MSDS, elemzési tanúsítvány - COA).
- A higroszkópos anyagok megfelelő szárításának ellenőrzése, mivel a nedvesség hibákat okozhat.
-
Penész/szerszámok ellenőrzése:
- A gyártott penész alapos ellenőrzése a gyártás előtt, beleértve a méret ellenőrzését, a felületi befejezés ellenőrzését és a funkcionalitási teszteket (például Hot Runner rendszer, kilökő mechanizmus).
- Első cikk -ellenőrzés (FAI): Kis darab alkatrész (az "első cikk") előállítása az új penészből, és egy részletes dimenziós ellenőrzés és funkcionális teszt elvégzése. Ez egy kritikus lépés a penész pontosságának ellenőrzésére a tömegtermelés előtt.
-
A folyamaton belüli minőség-ellenőrzés (IPQC):
- Paraméterek megfigyelése: A kritikus formázási paraméterek (hőmérséklet, nyomás, ciklusidő, injekciós sebesség) folyamatos megfigyelése és ellenőrzése statisztikai folyamatvezérlő (SPC) technikák felhasználásával a következetesség biztosítása érdekében.
- Vizuális ellenőrzések: A operátorok rendszeres vizuális ellenőrzése olyan hibák esetén, mint a flash, a elszíneződés vagy a rövid lövések.
- Dimenziós ellenőrzések: Az alkatrészek periódusos dimenziós mérése a termelés során féknyereg, mikrométerek, CMM (koordináta mérőgép) vagy optikai összehasonlító felhasználásával, hogy biztosítsa, hogy azok megmaradjanak a meghatározott toleranciákon belül.
- Mintavétel: Meghatározott mintavételi terv (például AQL - elfogadható minőségi határ) végrehajtása az alkatrészek egy részének rendszeres időközönként történő ellenőrzéséhez.
-
Végső minőség-ellenőrzés (FQC) / a hajó előtti ellenőrzés:
- A késztermékek végső, átfogó ellenőrzése a csomagolás és a szállítás előtt. Ez magában foglalja a vizuális, dimenziós és gyakran funkcionális tesztelést.
- A csomagolás és a címkézés ellenőrzése.
- Ebben a szakaszban gyakran a harmadik féltől származó ellenőrző ügynökségeket alkalmazzák az elfogulatlan értékelés céljából.
Tanúsítások:
A tanúsítások bemutatják a gyártó elkötelezettségét a bevált minőségirányítási rendszerek és az ipari ipari szabványok iránt.
- ISO 9001: Ez a minőségi menedzsment rendszerek (QMS) leggyakoribb és alapvető nemzetközi szabványa. Egy ISO 9001 Certified Company dokumentált rendszerrel rendelkezik a folyamatok kezelésére, a következetesség, az ügyfelek elégedettségének és a folyamatos fejlesztés biztosításához. Ez egy alapvető elvárás minden jó hírű kínai gyártó számára.
- ISO/TS 16949 (most IATF 16949): Ez az autóipar számára egy speciális minőségirányítási szabvány. Az ezzel a tanúsítvánnyal rendelkező gyártók nagymértékben tapasztalattal rendelkeznek a szigorú minőségi követelményekben, a folyamatvezérlőkben és a folyamatos fejlesztésekben, így ideális partnerekké teszik őket az autóipari alkatrészek számára.
- ISO 13485: Ez a szabvány meghatározza az orvosi tervezés és gyártás átfogó minőségirányítási rendszerének követelményeit
- CE, Rohs, Reach, FDA stb.: Ezek az egyes piacok vagy anyagkorlátozások szempontjából releváns termék-specifikus megfelelési tanúsítások. Noha nem közvetlenül a QMS tanúsítás, a gyártó megismerése ezeknek a szabványoknak és a megfelelő alkatrészek előállításának képessége erős mutatója annak minőségi képességeinek.
Megtalálni a megfelelő porcelán fröccsöntési partnerét
Vitathatatlanul a legfontosabb lépés a projekt sikeréhez a megbízható és kompetens fröccsöntési partner azonosítása és biztosítása Kínában. A piac hatalmas, több ezer beszállítótól kezdve a kis műhelyektől a nagy, nagymértékben automatizált gyárakig. A táj navigálásához stratégiai megközelítést, alapos átvilágítást és a hatékony kommunikáció és kulturális árnyalatok megértését igényli.
Hol található Kínában a fröccsöntő cégek:
Számos lehetőséget kell feltárni a potenciális gyártási partnerek keresése során:
-
Online B2B platformok és könyvtárak: Ez gyakran sok vállalkozás számára az első megálló, kiterjedt adatbázisuk és akadálymentességük miatt.
- Alibaba.com: A legnagyobb globális B2B -piac, amely hatalmas választékot kínál a gyártók számára. Használjon szűrőket az "Ellenőrzött beszállító", a "Kereskedelmi biztosíték" és a speciális termékkategóriákhoz a keresés szűkítéséhez. Tekintse át a beszállítói profilokat, a tranzakció előzményeit és az ügyfelek véleményét.
- Globális források (Globalsources.com): Hasonló az Alibaba -hoz, nagy hangsúlyt fektetve az elektronikára, az alkatrészekre és a speciális iparágakra. A részletesebb vállalati profilokról ismert.
- Made-China.com: Egy másik kiemelkedő platform, amely a különféle iparágakban széles körű beszállítókat kínál, beleértve a műanyagokat és az öntést.
- Speciális gyártási könyvtárak: Egyes webhelyek vagy ipari szövetségek a gyártók több kurátus listáját kínálhatják, amelyek kifejezetten a fröccsöntésre vagy az adott terméktípusra koncentrálnak.
- Kezelt beszerzési szolgáltatások: Az olyan vállalatok, mint a Xometry vagy a Sworing Allies, menedzselt szolgáltatásokat kínálnak, ahol ellenőrzött kínai beszállítókkal rendelkeznek, és kezelik a kommunikációt és a projektmenedzsmentet az Ön nevében, ami hasznos lehet azok számára, akik Kínában vagy korlátozott erőforrásokkal rendelkeznek.
-
KRAK KIVÁLASZTÁS: A kínai kiállításon való részvétel páratlan lehetőséget kínál személyes interakcióra, gyári látogatásokra és a képességek közvetlen értékelésére.
- Chinaplas: Ez vitathatatlanul a világ vezető műanyag- és gumi vásárja, amelyet évente Kínában tartanak (Shenzhen és Sanghaj között váltakozva). Ez egy elengedhetetlen esemény az új technológiák, anyagok felfedezéséhez, valamint a hatalmas számú fröccsöntő gépgyártó és a szolgáltatókhoz való kapcsolattartáshoz.
- Die & Mold Kína: Egy másik jelentős kiállítás, amely kifejezetten a penész- és die -gyártásra összpontosít, amely szerves része a fröccsöntésnek.
- Kantoni vásár (Kína import és export vásár): Míg egy szélesebb kiállítás, amely szinte az összes termékkategóriát lefedi, a kantoni vásárnak gyakran jelentős részlege van a gépek és az ipari termékek számára, ahol a fröccsöntő cégek kiállítanak.
- Iparspecifikus vásárok: A termékétől függően (például autóipari alkatrészek, orvostechnikai eszközök) Kínában lehetnek speciális kiállítások, ahol találhatók releváns szakértelemmel és tanúsítvánnyal rendelkező gyártókkal.
-
Áttétel és hálózatok:
- Ipari kapcsolatok: Használja ki a professzionális hálózatot. Kérdezze meg kollégáit, iparági társait vagy tanácsadóit a pozitív tapasztalataik alapján.
- Ügynökök/tanácsadók beszerzése: A tapasztalt beszerzési ügynökök vagy az erős jelenléttel és hálózattal rendelkező tanácsadók Kínában felbecsülhetetlen értékű segítséget nyújthatnak. Gyakran előzetesen elrendelték a megbízható beszállítók listáját, és áthidalhatják a kulturális és kommunikációs hiányosságokat.
Általános gondosság: A szállító képességeinek és tapasztalatainak ellenőrzése:
Miután megkapta a potenciális partnerek listáját, a szigorú átvilágítás kritikus. Ne támaszkodjon kizárólag az online profilokra.
-
Kérjen átfogó vállalati információkat:
- Üzleti engedély és regisztráció: Kérjen hivatalos üzleti engedélyük másolatát. Ellenőrizze annak legitimitását hivatalos kínai kormányzati adatbázisokon keresztül (például a nemzeti vállalati hitelinformációs reklámrendszer - NECIPS). Ez megerősíti, hogy törvényesen regisztrált entitás.
- Tanúsítások: Kérje meg a vonatkozó tanúsítások másolatait (ISO 9001, ISO 13485, IATF 16949 stb.), És ha lehetséges, ellenőrizze azok hitelességét a kibocsátó testületekkel.
- Exportengedély: Győződjön meg arról, hogy rendelkeznek a szükséges engedélyekkel az áruk Kínából történő exportálásához.
- Vállalati profil és történelem: Ismerje meg az üzleti életüket, a vállalati méretet, az alkalmazottak számát és a kiszolgált fő piacokat. A hosszabb működési előzmények gyakran a stabilitást jelzik.
-
Értékelje a gyártási képességeket:
- Berendezések listája: Kérjen meg egy részletes listát gépeikről, beleértve a fröccsöntő gépek űrtartalmát, márkáit és korát. Ez azt jelzi, hogy képesek -e és képesek kezelni az alkatrész méretét.
- Szerszámkészítési képességek: Kérdezze meg, hogy vannak-e házon belüli penész-tervezési és gyártási képességeik, vagy kiszervezik-e. A házon belüli szerszámok gyakran jobb irányítást biztosítanak a minőség és az átfutási idő felett.
- Termelési kapacitás: Beszélje meg a projekt volumene szempontjából releváns napi/havi termelési kapacitásukat.
- Anyagélmény: Erősítse meg tapasztalataikat az adott műanyag anyagokkal kapcsolatban, amelyeket használni tervez.
- Másodlagos műveletek: Érdeklődjön az ömlesztés utáni folyamatok, például az összeszerelés, a festés, a nyomtatás, az ultrahangos hegesztés stb. Képességéről.
- Minta alkatrészek: Kérjen mintákat az alkatrészekről, amelyeket korábban öntöttek (ideális esetben hasonló komplexitás vagy anyag, mint a tiéd). Ez kézzelfogható érzetet ad a minőségükről.
-
Értékelje a minőség -ellenőrzési rendszereket:
- QMS dokumentáció: Kérje meg minőségi menedzsment rendszerük (QMS) kézikönyvet vagy eljárást, különös tekintettel a bejövő anyagellenőrzéssel, a folyamatban lévő ellenőrzéssel és a végső ellenőrzéssel.
- Ellenőrző berendezés: Kérdezze meg az ellenőrző eszközöket (CMM, féknyereg, mérőeszközök, optikai összehasonlító).
- Nyomon követhetőség: Ismerje meg az anyagok és a gyártási tételek nyomon követési rendszerét.
- Hibakezelés: Hogyan azonosítják, dokumentálják és megoldják a minőségi problémákat?
- Harmadik fél általi ellenőrzések: Fontolja meg egy harmadik fél ellenőrző társaság felvételét a gyári ellenőrzés elvégzéséhez. Ez objektív értékelést biztosít a létesítmények, folyamatok és minőségi rendszerekről.
-
Pénzügyi stabilitási ellenőrzés (ha lehetséges): Noha a közvetlenül nehezebb megszerezni, a pénzügyi szempontból stabil szállító kevésbé valószínű, hogy megszünteti a műveleteket a projekt közepén. Lehet, hogy egy beszerző ügynök vagy kereskedelmi hitelügynökség betekintést nyújthat.
-
Hivatkozások: Kérjen hivatkozásokat a meglévő vagy a korábbi nemzetközi ügyfelektől, és valójában vegye fel a kapcsolatot velük, hogy érdeklődjön a minőség, a kézbesítés, a kommunikáció és a problémamegoldás szempontjából.
Kommunikációs és kulturális megfontolások:
A hatékony kommunikáció alapvető fontosságú a sikerhez és a lehetséges kihívások leküzdéséhez, amikor a kínai gyártókkal való együttműködésben dolgoznak.
-
Nyelvi akadályok:
- Angol jártasság: Míg sok kínai üzleti szakember beszél angolul, a jártassági szint eltérő. Használjon tiszta, tömör nyelvet. Kerülje a szleng, a zsargont és a túlságosan összetett mondatokat.
- Írásbeli kommunikáció: Előnyben részesítse az írásbeli kommunikációt (e -mail, WeChat üzenetek) a viták és döntések egyértelmű nyilvántartása érdekében. Használjon golyópontokat és számozott listákat az érthetőség érdekében.
- Látványtervek: Használjon 3D CAD modelleket, részletes 2D rajzokat toleranciákkal, kommentált fényképekkel és videókkal az információk pontos közvetítéséhez. "A kép ezer szót ér" itt különösen igaz.
- Dedikált kapcsolattartó személy: Célja, hogy kapcsolatot létesítsen egy konkrét, angol nyelvű kapcsolattartó személyrel, aki felelős a projektért.
-
Kulturális árnyalatok:
- Guanxi (kapcsolatok): Kínában a kapcsolatokat nagyra értékelik az üzleti életben. A bizalom és a rapport ("Guanxi") történő befektetése a simább műveletekhez, a nagyobb rugalmassághoz és a jobb eredményekhez vezethet. Ez magában foglalhatja a rendszeres kommunikációt, a tiszteletet és néha társadalmi elkötelezettségeket is.
- "Megtakarító arc" (Mianzi): Ez a koncepció döntő jelentőségű. A kínai üzleti kultúra gyakran elkerüli a közvetlen "nem" vagy nyílt konfrontációt, hogy elkerülje, hogy bárki "elveszítse az arcát" (zavar, méltóságvesztés vagy hírnév).
- Következmények: Az "igen" néha azt jelentheti, hogy "talán", "értem a kérdést" vagy "megpróbálom". Nem mindig garantálja a képességet vagy a megállapodást.
- Stratégia: Légy türelmes és erősítse meg a megértést. Tegyen fel nyílt végű kérdéseket. A "Meg tudod csinálni?" Helyett, próbáld ki: "Hogyan fogsz elérni az X -et?" vagy "Milyen kihívásokkal látja el Y -vel?" Keressen részletes magyarázatokat és cselekvési terveket, nem pedig csak egy egyszerű megerősítést. Kerülje a nyilvános kritikát vagy közvetlenül kihívást a kapcsolatfelvételével; Biztosítson visszajelzést konstruktív és magántulajdonban.
- Hierarchia: Tiszteld a parancsláncot. A döntések gyakran magasabb szintűek. Tudja meg, kik a döntéshozók, és próbálj meg velük kapcsolatba lépni.
- Türelem és hosszú távú nézet: A sikeres gyártási kapcsolat kiépítése Kínában gyakran időt vesz igénybe. Legyen türelmes, fektessen be a kapcsolatokba, és összpontosítson a hosszú távú kölcsönös előnyökre, nem pedig a tisztán tranzakciós interakciókra.
- Tárgyalási stílus: Legyen felkészülve egy másik tárgyalási stílusra. Időnként a kezdeti idézetek magas lehetnek, és várnak tárgyalásokat. Összpontosítson a nyerési eredményekre.
Prototípus készítése és szerszámok
Mielőtt belemerülne a tömegtermelésbe, a fröccsöntési út két kritikus szakasza a prototípus és a szerszámok. Ezek a fázisok fontos szerepet játszanak a tervezés érvényesítésében, a gyárthatóság biztosításában és a hatékony, magas színvonalú termelés előkészítésében.
A prototípus készítésének szerepe a fröccsöntésben:
A prototípus készítése a termék vagy annak alkotóelemeinek előzetes fizikai modelljeinek létrehozása. A fröccsöntéshez a prototípusok számos létfontosságú funkciót szolgálnak:
-
Tervezési érvényesítés és finomítás:
- Forma, illeszkedés és funkció (FFF): A prototípusok lehetővé teszik, hogy fizikailag felmérje, hogy részének dimenziói, alakja és tulajdonságai helyesek-e, ha illeszkedik-e az összeszerelés más alkatrészeihez, és ha a tervezett funkciót valós környezetben hajtja végre.
- Korai hibadetektálás: Számos tervezési hiba vagy kérdés az összeszereléssel, az ergonómiával vagy a strukturális integritással kapcsolatban csak a fizikai modellben, nem pedig a képernyőn mutatkozik meg. Ezeknek a korai elkapni óriási időt takarít meg, és a költségeket a downstream.
- Esztétikai értékelés: A prototípusok kézzelfogható ábrázolást nyújtanak a termék megjelenésének, lehetővé téve az esztétikai kiigazításokat, mielőtt elkötelezik a drága termelési eszközöket.
-
Költséghatékonyság:
- A költséges átdolgozás elkerülése: A kész termelési forma módosítása rendkívül drága és időigényes. A prototípus készítése előzetesen azonosítja a tervezési problémákat, lehetővé téve az olcsó digitális vagy gyors prototípus beállításokat, mielőtt a penész vágása lenne. "Korán kudarcot vall, olcsó kudarcot vall."
- Anyag- és folyamatvizsgálat: Noha a prototípusok gyakran nem a végső termelési anyagból vagy termelési penészből készülnek, elősegíthetik az anyagi viselkedés aspektusait vagy kiemelhetik a lehetséges formázási kihívásokat.
-
Gyorsított forgalomba hozatali idő: A tervezési érvényesítési folyamat korszerűsítésével a prototípuskészítés segít csökkenteni az általános termékfejlesztési ciklusokat, lehetővé téve, hogy termékét gyorsabban forgalmazza.
-
Javított kommunikáció és együttműködés: A fizikai prototípus egyetemes nyelvként szolgál a tervezők, a mérnökök, a marketing csapatok és az érdekelt felek körében. Megkönnyíti a világosabb vitákat, igazítja az elvárásokat, és biztosítja, hogy mindenki ugyanazon az oldalon legyen a végtermékről.
Prototípus-készítési módszerek (injekció előtti öntés):
Míg a "prototípus fröccsöntés" (alumínium vagy puha acélszerszámok használata alacsony volumenű futtatáshoz) létezik, a prototípus korábbi szakaszai gyakran más módszereket használnak:
- 3D nyomtatás (adalékanyag -gyártás):
- Előnyök: Rendkívül gyors, költséghatékony az egyes egységeknél vagy a nagyon alacsony mennyiségben, lehetővé teszi a komplex geometriákat, és az iteratív tervezési változások gyors.
- Hátrányok: Az anyagtulajdonságok általában nem replikálják a tényleges fröccsöntési gyantákat (például szilárdságot, felületet, termikus tulajdonságokat), amelyek nem alkalmasak nagy mennyiségre, és nem tudják valóban igazolni magának a fröccsöntési folyamatnak. A legjobb a korai űrlapokhoz és a megfelelő ellenőrzésekhez.
- CNC megmunkálás:
- Előnyök: Nagy pontosságot érhet el, és a mérnöki szintű műanyagok szélesebb körével működik, amelyek közelebb vannak a végső gyártási anyagokhoz.
- Hátrányok: Drágább és lassabb, mint a 3D -s nyomtatás, különösen az összetett alkatrészek esetében; Még mindig nem replikálja teljesen a fröccsöntés feszültségét/áramlását.
- Vákuumöntés (uretán casting):
- Előnyök: Jó kis tételek (10-50 egység) alkatrészek előállításához, amelyek szorosan szimulálják a fröccsöntött alkatrészeket a megjelenés és bizonyos mechanikai tulajdonságok szempontjából, a mestermintázatból származó szilikon formák felhasználásával.
- Hátrányok: Nem a tényleges fröccsöntő anyagok, a részméret és a bonyolultság korlátai lehetnek, és csak nagyon alacsony mennyiségű.
A szerszámok költségeinek és az átfutási idők megértésének (fröccsöntő szerszámok) megértése:
A szerszámok vagy a penészgyártás a legjelentősebb előzetes befektetés a fröccsöntésbe. A költségek és az átfutási idő megértése elengedhetetlen a projekttervezés és a költségvetés -tervezés szempontjából.
Szerszámköltségek:
Amint azt a költségelemzésben korábban tárgyaltuk, a penészköltségeket befolyásolja:
- Részkomplexitás: Bonyolult tervek, amelyek szoros toleranciákkal, belső tulajdonságokkal, alulkísérletekkel (csúszdákra/emelőkre) vagy finom textúrákkal bonyolultabb és drágább penészes mintákat és megmunkálási folyamatokat igényelnek (például EDM, huzalvágás).
- Penész anyag:
- Alumínium (például 7075-T6): Olcsóbb, gyorsabban gépi, prototípus-előállításhoz vagy alacsony volumen előállításhoz alkalmas (például 1000-10 000 felvétel). Lágyabb, tehát a kopás problémát jelenthet a nagy volumen esetében.
- P20 acél (előre megtámadva): A költségek és a tartósság közös egyenlege, jó a közepes volumen termeléshez (például 10 000–100 000 felvétel).
- Keményített acél (például H13, S7, NAK80): A legdrágább, de kiváló keménységet, kopásállóságot és hosszú élettartamot kínál, elengedhetetlen a nagy volumen termeléshez (például 100 000-től több millió felvételhez), és szűk tűréseket vagy kiváló felületi felületeket igényel.
- Az üregek száma: Több üreg növeli a kezdeti penészköltséget, de a termelés felgyorsításával csökkenti a részenkénti költségeket. A 4-kavitációs penész drágább lesz, mint az egyszemélyes penész, de négyszer gyorsabb alkatrészeket fog előállítani.
- Hot Runner és Cold Runner rendszer: A forró futó rendszerek összetettebbek és költségesebbek a futóhulladékok felépítéséhez, de csökkenthetik a ciklusidőket, hosszú távú megtakarításokat kínálva a nagy volumen termeléshez. A hideg futó formák egyszerűbbek és olcsóbbak.
- Felszíni kivitel: A magas fényű vagy texturált felületek bonyolultabb penészpolírást vagy maratást igényelnek, ami növeli a költségeket.
- Penészméret: A nagyobb alkatrészek nagyobb formákat igényelnek, amelyek több acélt fogyasztanak, és több megmunkálási időt igényelnek.
- A beszállító általános költségei és haszonkulcsa: Ezek a gyártók között változnak.
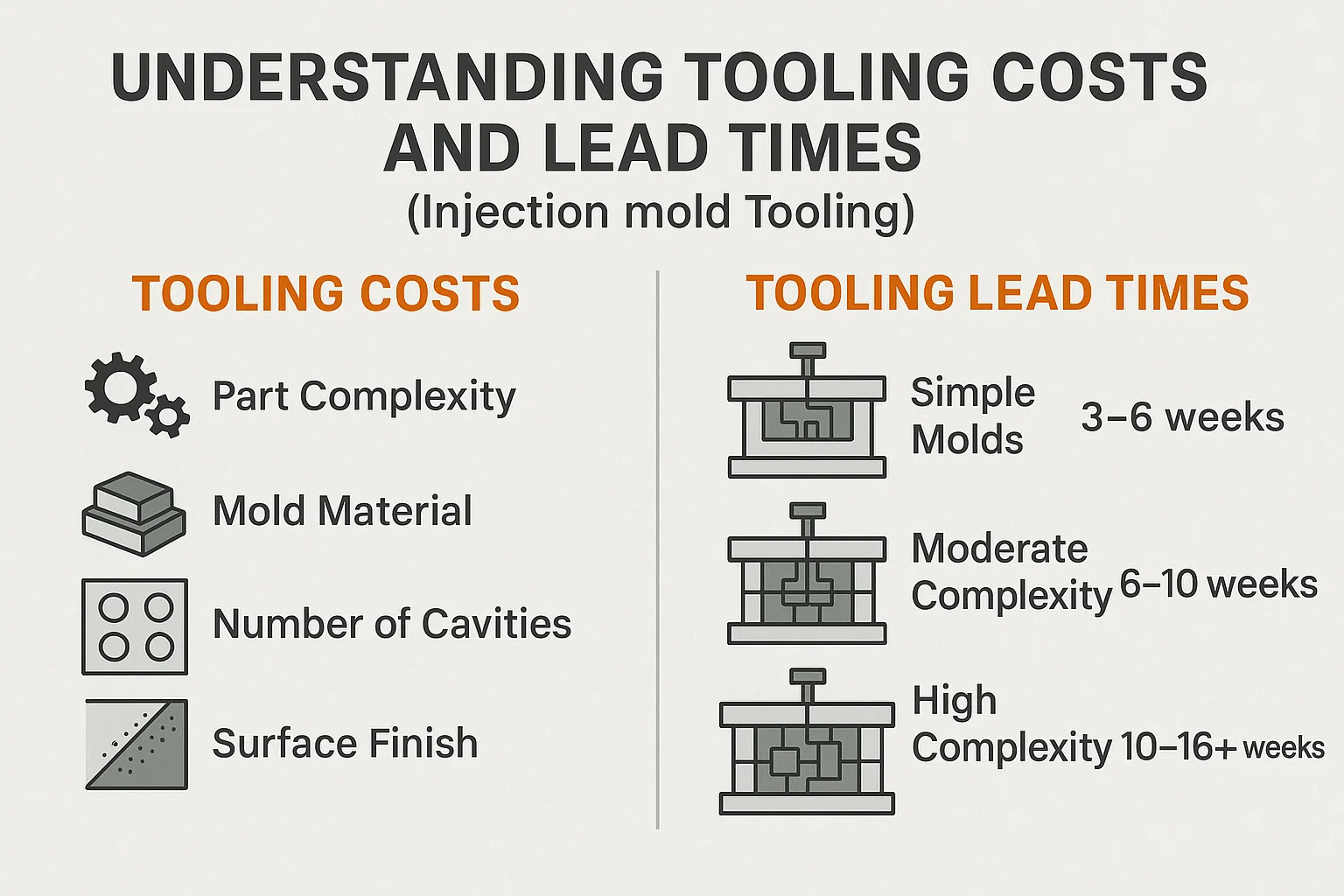
Szerszámok átfutási ideje:
A Kínában a penészgyártás átfutási ideje a bonyolultságtól függően jelentősen eltérhet:
- Egyszerű formák (egy üreg, alapvető geometria, alumínium/P20 acél): Lehet terjedhet 3-6 hét .
- Mérsékelt bonyolultság (multi-üreg, néhány alulcím, P20 acél): Jellemzően 6-10 hét .
- Nagy bonyolultság (több üreg, forró futó, összetett alulcímkék, edzett acél): Vehet 10-16 hét .
Ezek az átfutási idő magában foglalja a tervezést, az anyaggyűjtést, a megmunkálást, az összeszerelést és a kezdeti tesztelést (T0 próba). Alapvető fontosságú, hogy egyértelmű ütemtervet kapjon a beszállítójától, és figyelembe vegye azt a projekt teljes ütemtervébe. A szerszámkészítés késése közvetlenül befolyásolja a piacra dobott időt.
A gyárthatóság (DFM) megfontolásainak tervezése:
A gyárthatóság tervezése (DFM), amelyet gyakran a fröccsöntéssel összefüggésben a formatervezés tervezésének neveznek, a termék kialakításának optimalizálásának gyakorlata, hogy könnyebbé, költséghatékonyabbá és megbízhatóbbá váljon egy adott eljárás felhasználásával. A tervezési szakasz elején a DFM -ben való részvétel a kínai partnerével a legfontosabb.
A fröccsöntés legfontosabb DFM -megfontolásai a következők:
- Egységes falvastagság:
- Alapelv: Tartsa a folyamatos falvastagságot az egész részben, amennyire csak lehetséges.
- Miért: Az egyenetlen falvastagság következetlen hűtést és zsugorodást okoz, olyan hibákhoz vezet, mint a defling, a mosogató jelek (depressziók) és a belső feszültségek. Ez a penész kitöltését is kihívást jelent.
- Hogyan: Ha a variációk elkerülhetetlenek, akkor fokozatosan hajtsa végre az átmeneteket (például használjon filét).
- Vázlat szögek:
- Alapelv: Adjon hozzá enyhe kúpot az összes függőleges falakhoz (a penész nyitási irányával párhuzamosan).
- Miért: Lehetővé teszi az alkatrésznek, hogy könnyen kiszedjen a penészből, ragasztás, karcolás vagy deformálás nélkül. A megfelelő huzat nélkül az alkatrészek elakadhatnak, és túlzott kilökő erőt igényelnek, amely károsítja mind az alkatrészt, mind a penészét.
- Ajánlás: A sima felületekhez gyakran legalább 0,5-1 fokot ajánlunk oldalonként, több (például 2-5 fok), texturált felületekhez vagy mély jellemzőkhöz.
- Sugár és filé (lekerekített sarkok):
- Alapelv: Kerülje az éles belső és külső sarkokat. Ehelyett használjon nagylelkű sugarat (lekerekített külső sarkokat) és filéket (lekerekített belső sarkokat).
- Miért: Az éles sarkok stresszkoncentrációkat hoznak létre (pontok, ahol a stressz felhalmozódik), ami a kidobás vagy a használat során rész töréshez vezethet. Emellett akadályozzák a műanyag áramlást, növelik a penész kopását, és nehéz lehet gépelni. A filé elősegíti a simább anyagáramlást és csökkenti a stresszt.
- Ajánlás: A belső sugárnak ideális esetben a fal vastagságának legalább 0,5 -szerese, a falvastagság 1,5 -szerese legyen a külső sugárnak.
- Az alulcikkek minimalizálása:
- Alapelv: Az alsó rész olyan tulajdonság, amely megakadályozza, hogy egy rész közvetlenül kihúzza a penészből a nyitó irány mentén (például egy lyuk az oldalán, egy klip, egy pillanatnyi funkció).
- Miért: Az alsó részek további, költséges penészmechanizmusokat igényelnek, mint például a diák (mellékhatások), az emelők vagy a maghúzók, hogy az alkatrész kiürülhessen. Ezek bonyolultságot, költségeket és karbantartást adnak a penészhez.
- Hogyan lehet enyhíteni:
- Újratervezés: Meg lehet -e mozgatni vagy átalakítani a funkciót, hogy összhangban álljon a penész nyitó irányával?
- Core-Pull/diák: Ha elengedhetetlen, fogadja el a hozzáadott szerszámok költségeit és összetettségét.
- Bump-offok: A nagyon kicsi, rugalmas alulkísérletek (például kis szögesdrogramok) esetén az alkatrész kissé deformálódhat, hogy a penész funkcióját oldalsó fellépés nélkül "dörzsölje", de ehhez gondos kialakításra és anyagválasztásra van szükség.
- A kapu helye:
- Alapelv: A kapu stratégiai elhelyezése (ahol a műanyag belép a penészüregbe) döntő jelentőségű.
- Miért: Befolyásolja az anyagi áramlást, a töltési mintát, a hegesztési vonalak potenciálját, a mosogató jeleket és a kapu maradványát (a kis jel, ahol a futót eltávolítják).
- Megfontolások: Általában az alkatrész vastagabb részébe helyezve a megfelelő töltés és csomagolás, vagy egy nem kozmetikai terület biztosítása érdekében. A penészáram -elemző szoftver szimulálhatja az optimális kapu elhelyezését.
- Ejector tű elhelyezése:
- Alapelv: Helyezze a kidobó csapokat olyan területekre, amelyek nem veszélyeztetik az esztétikát vagy a funkcionalitást, ideális esetben a merev tulajdonságokon, vagy ahol a jelek elfogadhatók.
- Miért: Biztosítja a zökkenőmentes kilökést anélkül, hogy deformálná vagy károsítja az alkatrészt.
- Megfontolások: Győződjön meg arról, hogy elegendő kidobó csapot használnak, különösen a bordák vagy a főnökök közelében, hogy egyenletesen elosztják a kilövési erőt.
- Bordák és főnökök:
- Alapelv: Használjon bordákat az erő és a merevség hozzáadásához anélkül, hogy növelné a fal vastagságát. A főnökök hengeres kiemelkedések, amelyeket rögzítenek, rögzítéshez vagy lokáláshoz használnak.
- Miért: Az anyag hatékony felhasználása a strukturális integritáshoz.
- Tervezés: A bordák vastagságának általában a névleges falvastagság 40-60% -ának kell lennie, hogy elkerülje a mosogató jeleket. A főnököket elegendő huzat és egy egyenletes falvastagságú elhelyezéssel kell megtervezni.
- Tűrés:
- Alapelv: Adja meg a toleranciákat csak annyira szoros, amennyire funkcionálisan szükséges.
- Miért: A nagyon szűk toleranciák növelik a penészköltségeket, a szerszámok átfutási idejét, a termelési nehézségeket és az ellenőrzési költségeket.
- Megfontolások: Beszélje meg az elérhető toleranciákat a gyártójával az anyag, a részméret és a penész típusa alapján.
A termelés és a logisztika kezelése
Miután a penészét véglegesítik és jóváhagyták, és megkezdődik, a fókusz a gyártási folyamat felügyeletére és a kész alkatrészek hatékony, költséghatékony szállításának biztosítására irányul. A termelési ütemtervek, a szállítás és a szokások kezelése összetett lehet, de a megfelelő tervezéssel és kommunikációval ez kezelhető folyamat.
![]()
Termelési ütemtervek és átfutási idők:
A termelési átfutási időket befolyásoló tényezők megértése elengedhetetlen a reális elvárások meghatározásához és az ellátási lánc megtervezéséhez.
- Szerszámok átfutási ideje (amint azt tárgyaltuk): Ez a kezdeti, gyakran leghosszabb átfutási idő. Miután a penész befejeződött és validált, a tényleges alkatrésztermelés nagyon gyors lehet.
- Termelési mennyiség:
- Alacsony és közepes térfogat: Kisebb futások esetén (például néhány ezer -tízezer részben) a termelés néhány napon belül néhány héten belül befejeződik, az alkatrész összetettségétől és a penészüregek számától függően.
- Nagy mennyiség/tömegtermelés: Több százezer vagy millió alkatrész esetén a termelés folyamatban van. Míg a ciklusidő részben nagyon gyors, a teljes gyártási futás Hetek vagy hónapok átfedhet. A gyártók gyakran ütemezik a termelést meghatározott gépeken és műszakban.
- A rész bonyolultsága és a ciklusidő: A rövidebb ciklusidővel rendelkező egyszerűbb alkatrészeket természetesen gyorsabban állítják elő, mint az összetett alkatrészek, amelyek hosszabb hűtést vagy bonyolult másodlagos műveleteket igényelnek.
- Anyag elérhetősége: Győződjön meg arról, hogy a választott anyag könnyen elérhető a késések elkerülése érdekében. Néhány speciális vagy egyedi színű anyagnak hosszabb időtartama lehet a gyanta szállítójától az öntvénygyárig.
- Másodlagos műveletek: Ha az Ön alkatrészeihez összeolvadás utáni folyamatokra van szükség, például festés, nyomtatás, összeszerelés vagy speciális csomagolás, ezek növelik a teljes termelési átfutási időt. Győződjön meg arról, hogy ezeket figyelembe veszik az idézett idővonalba.
- Minőség -ellenőrzési eljárások: A folyamatban lévő és a végleges minőségi ellenőrzések mértéke és szigorának szintén befolyásolja az általános termelési ütemtervet.
- Gyári terhelés és ütemezés: A gyártó jelenlegi termelési sora és kapacitása jelentős szerepet fog játszani. Mindig beszéljen a becsült átfutási idővel a szállítóval, és kérjen részletes gyártási ütemtervet.
- Ünnepek: A kínai nemzeti ünnepek (különösen a kínai újév, az Arany Hét és a Dragon Boat Festival) jelentős gyári leállítást és logisztikai késéseket okozhatnak. Tervezze meg a termelési ütemtervet ezen időszakok körül.
Stratégiák a termelési ütemtervek kezelésére:
- Tiszta kommunikáció: Folytassa a folyamatos és egyértelmű kommunikációt a beszállítóval. Kérjen rendszeres frissítéseket a termelési állapotról, beleértve a gyártási sor fényképeit vagy videóit.
- Részletes gyártási ütemterv: Kérjen egy Gantt -diagramot vagy egy részletes ütemtervet a termelés minden szakaszához.
- Kulcsfontosságú teljesítménymutatók (KPI): Megállapodjon a konkrét KPI -kben, például a napi termelési kimenetekben, a hibák és a kézbesítési dátumokban.
- Előkészítés előtti találkozó: Tartson egy alapos produkció előtti találkozót (virtuális vagy személyes) az összes specifikáció, minőségi előírások és ütemtervek áttekintéséhez a termelés megkezdése előtt.
- Vészhelyzeti tervezés: Mindig építsen be néhány pufferidőt az ütemtervbe a váratlan késésekhez (például anyaghiány, gépi bontás, minőségi problémák, szállítási késleltetések).
Szállítási és logisztikai megfontolások Kínából való importáláskor:
Az áruk Kínából történő behozatala több lépést foglal magában, és gondos tervezést igényel annak biztosítása érdekében, hogy termékei biztonságosan, időben és költségvetésen belül megérkezzenek.
-
Incoterms (Nemzetközi kereskedelmi feltételek): Ezek globálisan elismert kifejezések, amelyek tisztázják a vásárlók és az eladók felelősségét az áruk értékesítési szerződések alapján történő szállításáért. Alapvető fontosságú annak meghatározására, hogy ki fizet, mit és ki felelős a szállítás különböző szakaszaiban.
- EXW (EX Works): A vevő felelős az összes költségért és kockázatért a gyári kapuból. A legolcsóbb egységár a gyárból, de a legbonyolultabb a vevő számára.
- Lobog (ingyenes a fedélzeten): Az eladó (gyár) felelős az áruk szállításáért a megnevezett szállítási kikötőbe, és betölti őket a hajóra. A vevő feltételezi
- CIF (költség, biztosítás és árufuvarozás) / CFR (költség és áruszállítás): Az eladó fizet a szállítási és biztosítási költségeket (CIF) vagy a Just Transport (CFR) a megnevezett rendeltetési kikötőbe. Kockázati átutalások a vevőnek, miután az árukat a származási kikötőben betöltötték a hajóra. Kevesebb ellenőrzés a vevő számára.
- DDP (kifizetett szolgálat): Az eladó felelős az összes költségért és kockázatért, beleértve a vámkezelési és behozatali feladatokat, amíg az árukat a vevő meghatározott rendeltetési helyére nem szállítják. A legkényelmesebb a vevő számára, de az eladó ára magasabb lesz.
- Ajánlás: A legtöbb vállalkozás számára, FOB jó egyenleg, költségszabályozást kínálva, miközben a gyár kezeli a kezdeti lábat. Ha új vagy az importálásban, DDP Egyszerűséget kínál, de gyakran magasabb költségekkel jár a szállító által.
-
Szállítási módszer kiválasztása:
- Tengeri teher (óceáni árufuvar):
- Előnyök: A legköltséghatékony a nagy mennyiségekre, nehéz vagy terjedelmes árukra. Környezetbarátabb.
- Hátrányok: Hosszú tranzitidő (általában 3-6 hét Észak-Amerikáig/Európáig, plusz vámkezelés). Kevésbé rugalmas.
- FCL (teljes tartályterhelés): Fizet egy teljes szállítási konténert (20 láb vagy 40 láb). A legköltséghatékonyabb egységenként nagy mennyiségre.
- LCL (kevesebb, mint a tartályterhelés): Az áruk megosztják a konténerhelyet más szállítmányokkal. Költséghatékony kisebb mennyiségekre, amelyek nem elégek egy egész tartály kitöltéséhez, de gyakran kissé hosszabb tranzit- és kezelési idővel.
- Légi teherfuvar:
- Előnyök: A leggyorsabb tranzitidő (általában 3-7 nap). Ideális sürgős szállítmányokhoz, nagy értékű árukhoz vagy kicsi, könnyű termékekhez.
- Hátrányok: Lényegesen drágább, mint a tengeri teher. A költségek a súly vagy a térfogat súlyán alapulnak, attól függően, hogy melyik nagyobb.
- Express Courier (például DHL, FedEx, UPS):
- Előnyök: A leggyorsabb (1-5 nap), ajtó-ajtó szolgáltatás, gyakran kezeli a vámkezelést az Ön számára. Ideális mintákhoz, prototípusokhoz vagy nagyon kicsi, sürgős szállítmányokhoz.
- Hátrányok: A legdrágább, a költségek miatt a nagyobb vagy nehezebb szállítmányokhoz nem megfelelő.
- Tengeri teher (óceáni árufuvar):
-
Felszállítási szállítmányozók:
- Szerep: A szállítmányozók logisztikai szakértők, akik kezelik a nemzetközi szállítás összetettségét. Foglalják le a rakományt, elkészítik a dokumentációt, kezelik a vámkezelést és megszervezik a szárazföldi szállítást.
- Előnyök: Egyszerűsítse a folyamatot, gyakran tárgyaljon a nagyobb árakról az ömlesztett mennyiség miatt, és szakértelemmel rendelkezik a navigációs szabályozásban.
- Ajánlás: Hacsak nincs jelentős tapasztalata és volumene, nagyon ajánlott egy jó hírű szállítmányozó (akár Kínában, akár a szülőföldjén alapuló).
-
Csomagolás:
- Fontosság: A megfelelő csomagolás elengedhetetlen az alkatrészek védelme érdekében a tranzit során.
- Megfontolások: Használjon erős kartondobozokat, megfelelő belső csomagolást (például buborékcsomagolás, habbetétek, egyedi tálcák) a karcolások vagy a sérülések megelőzéséhez, és biztosítsa a nagyobb szállítmányok raklabalizálását. Nyilvánvalóan jelölje meg az összes kartondobozt termékinformációkkal, mennyiségi és kezelési utasításokkal.
Vám- és behozatali feladatok:
A vámszabályok navigálása és az behozatali feladatok kiszámítása kritikus és gyakran összetett része a Kínából való behozatalnak.
-
Harmonizált rendszer (HS) kódok:
- Fontosság: Minden nemzetközileg behozott terméket egy meghatározott HS kód alá sorol. Ez a kódex meghatározza a célországban alkalmazandó behozatali feladatokat és rendeleteket.
- Akció: Együtt dolgozzon a beszállítóval és/vagy a szállítmányozóval, hogy pontosan meghatározza a műanyag fröccsöntött alkatrészek megfelelő HS -kódját. A helytelen osztályozás késésekhez, bírságokhoz vagy helytelen vámfizetésekhez vezethet. A műanyag termékek általános HS -kódjait általában a 39. fejezet (műanyagok és cikkek) kezeli.
-
Vámértékelés:
- Alapelv: A feladatokat általában az áruk „vámértéke” alapján számítják ki, amely általában az áruk, néha bejárható teherfuvarozás és a biztosítás költségeit tartalmazza, az inkotermektől függően.
-
Behozatali feladatok (tarifák):
- Országspecifikus: A vám mértéke jelentősen eltér az importáló ország és a konkrét HS kód alapján.
- Kereskedelmi megállapodások: Ellenőrizze, hogy az Ön országában van -e szabadkereskedelmi megállapodásai (FTA) Kínával, amely csökkentheti vagy megszüntetheti bizonyos árukra vonatkozó feladatokat.
- További tarifák: Legyen tisztában az esetleges további tarifákkal, például az Egyesült Államok által bizonyos kínai árukra (beleértve a sok műanyag terméket és a szerszámokat), az Egyesült Államok által kiszabott tarifákat. Ezek jelentősen növelhetik a földi költségeket. 2024 végétől / 20125 közepétől kezdve ezek a tarifák továbbra is hatályban vannak számos műanyag fröccsöntött áru és Kínától az Egyesült Államokig tartó szerszámok esetén. Alapvető fontosságú, hogy ezeket figyelembe vegye a költségszámításokba.
- Akció: Olvassa el az Ön országának vámoldalán (például USITC az Egyesült Államok számára, az Egyesült Államok számára, a Nemzeti Vámügynökségnek) vagy a vámügynököknek, hogy a legfrissebb vámtáblákat kapja meg az adott HS-kód és származási ország számára.
-
Hozzáadottérték -adó (HÉA) / áruk és szolgáltatások adó (GST):
- Fontosság: A legtöbb ország áfát vagy GST -t vesz fel az importált árukra, általában a vámértékre és az esetleges feladatokra számítva. Ezt általában a HÉA-nyilvántartásba vett vállalkozások újratelepíthetik.
-
Szükséges dokumentáció:
- Kereskedelmi számla: Alapvető dokumentum, amely részletezi a tranzakciót, beleértve az eladó/vevői információkat, a termékleírást, a mennyiséget, az egységárat, a teljes értéket és az inkotermákat.
- Csomagolási lista: Távozza az egyes csomagok tartalmát, beleértve a súlyokat és a méreteket.
- Lading számla (tengeri árufuvarozáshoz) / Air Waybill (légi szállításhoz): A szállítási szerződés és az áruk kézhezvétele.
- Származási tanúsítvány: Megerősíti azt az országot, ahol az árukat gyártották, fontos feladatok és kereskedelmi megállapodások szempontjából.
- Egyéb tanúsítások: A terméktől függően szükség lehet anyagi tanúsításokra, biztonsági megfelelési dokumentumokra (például CE, ROHS, FDA) vagy tesztjelentésekre.
-
Vám brókerek:
- Szerep: Engedélyes szakemberek, akik a vámkezelésre szakosodtak. Készítik és benyújtják a dokumentációt, kiszámítják a feladatokat, és az Ön nevében kommunikálnak a vámhatóságokkal.
- Előnyök: Alapvető fontosságú a komplex vámszabályok navigálásához, a késések elkerüléséhez és a megfelelés biztosításához. Nagyon ajánlott, hacsak nem rendelkezik házon belüli szakértelemmel.

